
数控机床的建议
如果你需要搜索引擎使用的建议, 机械部件或如何组装他们和给他们买, 请联系法比奥 · 迪阿雷佐,近几年在数控铣削和用激光雕刻机上聚集了大量的经验.
在即将到来的图片你可以看到一些他的成就. 单击图像变得更大,你可能会注意到那些组合的机, 那就是,您可以装载或激光,刀具.

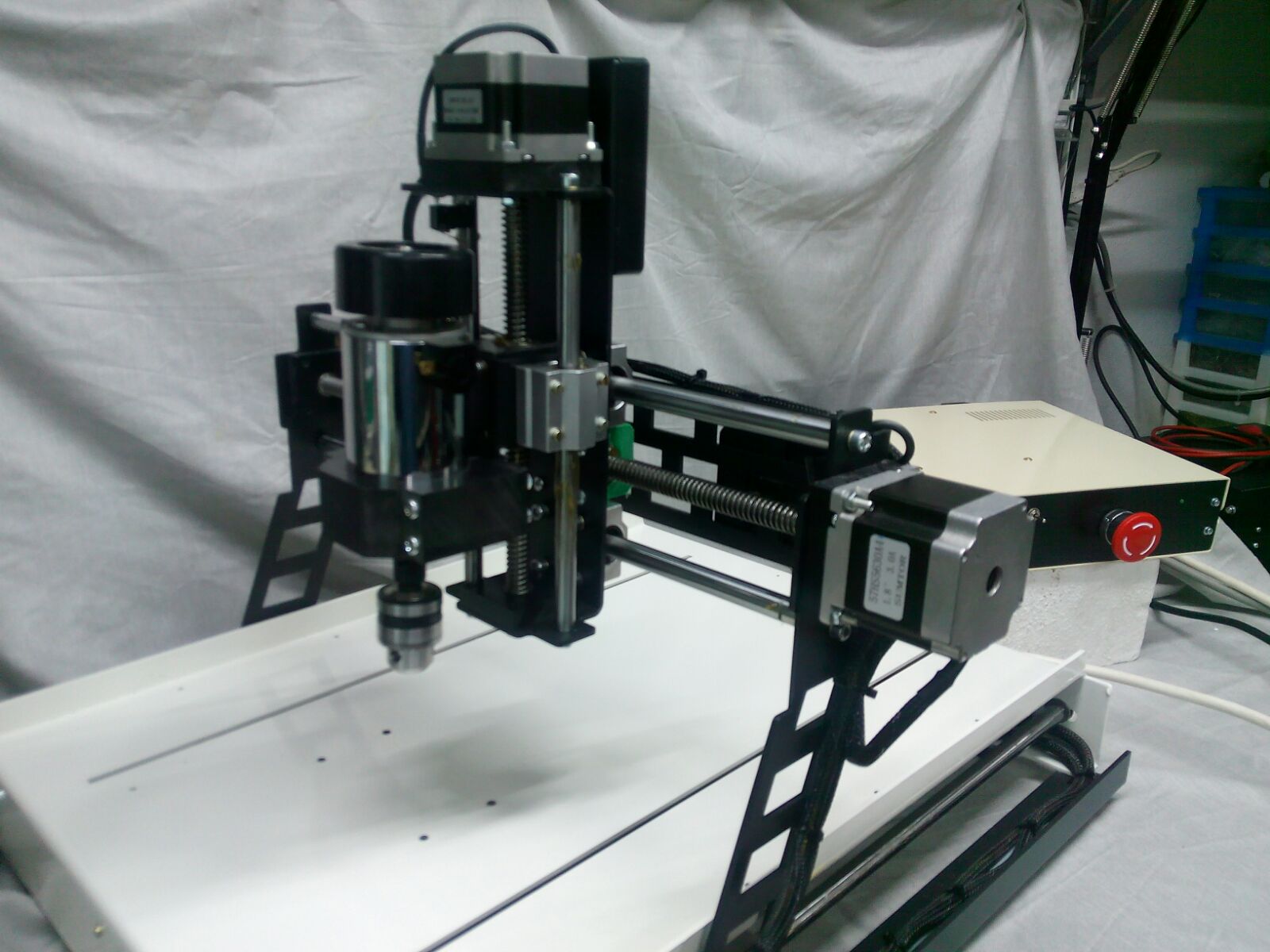

建议写入法比奥, 一起买的组件,或让你从他的包组件采购. 或者你可能甚至同意建部分或完整的机器.
法比奥 · 迪阿雷佐 – 在瓦尔迪基亚纳奇维泰 (应收账款) – fabio.cve31@gmail.com
我在这里添加一些他在 2024 以及 PDF 手册

雷达和机械臂

这是首次声纳 das Riboni, l ’ ThereminoRadar 出生从这个原型的应用. 我们感谢毛罗, 为保持我们参与和坚持, 要使它工作.
在这里下载 ThereminoRadar: /下载/自动化 * 雷达 和这里的传感器信息: /硬件,投入,传感器 # usound
– – – – – – –

毛罗 · 拉丹还在测试不同版本的平行爪. 他的力学设计非常适合. 这是一个版本与高功率伺服. 这些伺服系统,是不合适的因为他们死的乐队写, 但都是伟大的捕捉和解除对象. 两个伺服在基地和非常坚固的结构, 沉重的足够解除对象.
– – – – – – –

ThereminoArm 的第一个原型之一. 这个版本仍然是主人和奴隶, 因为第一位大师没有可配置 PIN. 现在你做一切只是硕士和推进甚至两个针脚. 4 月更新 2017: 的 新固件的主人, 增加到针脚数目 6 只有在 12, 所以现在他们提前八个引脚一般用途. 此外新固件也可能驱动步进电机.
然后可以生成非常精密的机器人武器使用小步进电机和皮带. 我推荐使用很高的压缩比, 至少五但更好的如果你设法到十. 在这路上 200 每场革命步骤将成为 2000 革命和你每步可以得到的精度 0.7 毫米的半米长长的手臂. 将增加到约十分之一毫米及以上使用微步的精度.
– – – – – – –
不一定是一个机器人机械的臂. 很少’ 真想不到, 您可以撰写简单高效的机器.

一个机器人 “教学” 研究所的学生建造的 ’,C. Corniglio
该研究所的建议,动机一 c. Corniglio 是: “…加入混凝土的现实世界与数字世界” 这就是正是为什么出生的系统 Theremino. 衷心感谢你的研究!
素描和固件
许多后学习语言 Arduino 素描, 他们写道,他们想要使用它, 为 Theremino. 不幸的是被认为语言素描, 只有戴尔处理器 ’ Arduino 移栽对其他 “微”, 会变得如此不同, 失去任何的可能性, 两人之间的交流项目.
我们在用 C 或 c + + 的 PIC 编程, 使用 IDE 的标准和标准的编译器, 我们使用 GNU 编译器, 它是开放源码.
在 Arduino 的大受欢迎, 它可以让我们看看 “几个”, 事实上,恰恰相反是真的, Arduino 使用非标准的语言吗, 只为 Arduino 作出特别是 Arduino 和有效.
草图并不是真正的固件编程, 但是一个简单的编程, 这样就能够隐藏所有 “大纲”. 与草绘, l ’ 效率是机动的能力, 是有限的.
除了教诲变形草图, 你学会使用抽象的微, 而不是本身的微. 若要了解如何使用微, 你应该考虑制造商的资料表, 不 Arduino 的说明.
话虽这么说, 幸运的是, 系统固件 Theremino, 无需编程. 我们在20xx 和假想的 InOut 一台 PC, 以及一部手机的固件, 或一台洗衣机, 正在工作。 “如何是”, 而不必重新安排每次, 取决于是否你想洗衬衫, 或蓝色牛仔裤.
转移的角度来看
这种转变的角度来看, Arduino 和 Theremino 之间其实是, 移动 ’ 情报从固件的软件. 这种转变乘以每一千可用速度, 计算能力, 内存, 及编程的便捷.
这种方法, 你必须永久连接到 PC (或一台上网本, eeeBox, 一台平板电脑, 嵌入式的 PC 或覆盆子 Pi, 如下所述: 博客/独立-独立应用程序 #, 此外在这里: 对笔记下载软件 / # 计算机)
很多设备, 像打印机, 显示器和鼠标, 他们不断地连接到 PC 和所有他们发现 “正常”. 但是很多人认为 “设备”, 如机器人的手臂, 或 3D 打印机, 应该是自主, 以及可能一大堆…
机械臂和情报
我们做 l ’ 示例, 表壳, 一个 “机械臂”. 许多厂家的机械臂 Arduinici, 他们意识到他们的手臂 “电池供电独立”, 最后,他总是做相同的事. 他是失踪? 通信和软件, 强大的算法,在保持触摸 3D 数据, 与外面的世界, 传感器, 网络摄像头, 麦克风, 了解 GCode, 和与其他应用程序通信, 在真正的时间.
微不旨在处理 3D 文件, 或解码音频信号, 没有足够的权力, 要播放 midi 文件, 或解码的视频摄像头. 甚至如果他们被迫这样做, 伤害. 与其他词说: “脑合适的地方, 它不是附近的肌肉”
另一个原因, 这使它非常聪明, 武器和 3D 打印机牢固地连接到您的 PC, 是你要他们供电. 当你超过阶段玩具, 电力需求, 变得太重, 电池.
专业的机械臂如何? ?
- 有大电缆, 那携带电源和数据.
- 与中心 PC 通信不断.
- 包含唯一的固件, 智能算法, 它们都在 PC.

在图像上单击, 寻找一个更好.
要使用的语言?
一旦你决定移动 ’ 情报, 从固件到高级语言, 这是最好的语言学习?
这里是一个口味的问题, 有些人说,只存在于 c + +, 和对待蔑视, 每一种其他语言.
其他, 像我们一样, 认为 c + + 是一种旧的语言, 这就需要更多时间和精力, 最近的语言. 他们还认为,c + + 和类似 (C, Java 和分号的每一行的所有语言) 正式语言是差结构化和差, 那请你来写, 所以 “脏” 和困惑. 在这些语言中,您可以编写, 由编译器可以接受的事情, 但绝对不可读, 为人.
我们更喜欢更结构化的语言, 这有助于写好, 并尽量减少错误. 这一进程的逐渐疏远, 从机器语言, 正在为五十 ’ 年和与每个新的一步, c ’ 是任何人抱怨,抱怨老语言. 但这个过程会持续, 最终我们会进行编程, 在人类的语言. 目前人类语言是 VbNet.
作为现代语言 (VBNET 和 C#), 他们有的令人印象深刻的速度和力量, 因为它们的基本功能, 不会重写每一次从零开始, 但相反准备就绪 “运行时” 和书面与优化算法, 和适应操作系统.
现代语言的第二个优点, 就是独立于操作系统. 用 c 语言编写的应用程序 # 或 Visual Basic, 运行而无需更改甚至在 Mac 上逗号, Linux 和 Unix. (这在理论上… 在实践中只能在 Windows 上正常工作, 而在其他操作系统上, 实现是不完整和充分的错误)
总之我们 我们建议使用 VbNet 或 C# (彼此很相似) 几乎所有的应用程序, 在Theremino系统里, 都写在 VbNet, 因为我们发现它更多 “人类”, 但您可以轻松地切换从一种语言所有 ’ 更多, 使用 SharpDevelop 翻译.
若要安装开发工具, 读到这里: 对笔记下载软件 / # 文书
早上好给你.
我买了一个Theremino StepperDriver卡,这将有助于取代中国数控我用来生产印刷电路板的电子原稿文件. 我看到这个时间表还可以管理除了发动机 2 电源线与MOSFET, 所以我想,你也可以连接电. 但我没有找到什么端口来处理它,我在网络上找到详细说明图像, 我也有疑问. 你也知道,如果有与schedaStepperDriver所有细节PDF文件?
我感谢你在你的答案.
通常情况下,主轴在电源电压下工作, 所以这款显卡的MOSFET不能飞呢. 这些MOSFET被设计成调整3D打印机的PWM加热元件.
要打开和关闭主轴应使用机械式继电器或我们的光电隔离开关 (但可以忍受注意可控硅电源和冷却). 以调整主轴速度应该从主输出发送PWM和具有PWM适配器能够承受功率. 或者主轴本身应该接受一个PWM信号.
步进驱动器选项卡此页解释:
https://www.theremino.com/hardware/adapters
要使用的销和槽的CNC应用程序的文档中进行了说明 (插槽,使用的是页面上 43).
有关时隙的操作一般概念,你也应该阅读的HAL应用和主模块的文档.
—-
如果你需要更多的问, 他详细解释了什么是不明确, 所以我们可以专注于你所需要的.
前段时间我问咨询如何利维奥产生G-码为Theremino CNC与鹰和Fastgcode.ulp. 如果你还记得的G-码产品仅限于电路孔 “印刷的” 而不是绘制斜坡. 我也做了Fastgcode配置页面的截图来获得帮助. 最后,我放弃了时间,并使用其他软件G-码. 昨天, 虽然, 我终于解决了我的问题,一切都与你的Fastgcode工程完美 7.9, 设置在Z至少两个深度步骤,有必要, 在任何的箱子 (我是做电路板的铣削轮廓). 再次感谢您的时间
谢谢你的证据.
FastGcode是一个很少使用的应用程序和一些操作是很难理解或更糟.
和’ 最好也尝试旧版本, 他们已经不是第一次钻探. 最新版本, 钻井开始, 他们一直在最近测试,并可能有故障.
早上好,我这三年,用Theremino师傅用优异的成绩木材经营三轴铣削机. 现在,我试图驱动等离子体炬切割金属,但因为当你打开火炬我很快又遇到了困难,很多时候你停止USB通信和HAL出错. 我使用的是廉价的等离子接触开始,因为机器专为数控成本数千欧元的切割. 我参加了一个屏蔽的USB电缆,但我已经改善了很多东西. 我想知道,如果有任何过滤或保护,以防止电磁干扰. 切口的离开由主的一个销,其激活了SSR在其反过来机电继电器激活到处理 220 伏封闭所述火炬电路上的启动按钮(我这样做’ 使用的输出 220 伏特由主真空泵和主轴控制).
谢谢 , 卢卡拍卖
这不是USB电缆挑障碍, 但是,从主到步进电机驱动器和到开关的电线 (手动按钮和开关).
从所有的电线断开大师 (正是从主卡不上对方).
它还断开接地线即去的驱动器和传感器.
然后法师会只连接到USB.
另外,还要确保你有大量连接到电气系统接地的PC.
在这些条件下,尝试打开和关闭几次手电筒和通信不应该脱落.
然后只连接传感器,然后再试一次
于是只能连接一台步进电机,然后再试一次.
一旦被识别,通过该线 (或从该金属丝) 干扰可以是主, 我们将重点放在他和电阻以完全消除问题.
为限位开关和手动按钮扰动是通过将两个电阻器按此处的说明完全消除:
https://www.theremino.com/technical/communications#pullup
如果噪音来自步进驱动器, 那么就应该被连接到电气系统接地也是负的步进驱动器的电源的.
谢谢, 我会做这些测试,然后我告诉你!
我终于排练. 从我发现点火系统中的信息是不高的频率,但具有发送所述高电压放电的线圈(一点儿’ 像一个老打火机). 我拔出一切从主站,,通过启动后两个或三次点火跳过USB通信,并且程序被中断数控. 我连割台的土地厂房土地的中心 (记得在接地的建议)但问题也回来了. 我跑了血浆中下一个附近的房间’ 但其他行,如果我亲近从计算机一米我开始转向,跳回通信. 如果我把切割机旁边的电脑,但我离开火炬,然后我可以打开我想要的东西,也没有interferenza.Poi我我注意到,我可以用火炬去电脑运行点火,而不会造成中断,只有当我在持有火炬附近导致质量是刺的金属进行切割(?!!) 这让我觉得,也许将铜屏幕焊炬缆线并将其连接到地面可能改善的事情…. 你觉得怎么样?谢谢 , 卢卡
既然你说说高压, 我想,电流通过沿焊炬缆线很小, 然后电屏 (薄铝或铜) 他们应该完全屏蔽障碍.
所以,你可以尝试换火炬的线带厨房箔 (至少对于测试, 接着,如果你工作学习更好).
在焊炬缆线开始换行, 围绕铝, 一点儿’ 的裸导线线圈,然后连接该线到地.
那么,也许你也应该屏蔽火炬本身.
检查然后还从其自带的电缆盒是金属和接地. 请尝试测试仪, 不相信你. 经过多年的我用它, 我发现我的工作台电源, 盒子没有接地. 事实上,每一次我上火了,我关掉了产生的噪声. 我剥去低于接地螺钉油漆和下跌到位.
如果没有,那么有磁性联轴器, 例如,其产生所述高电压变压器之间 (但应做得不好,并有标准适用损失), 和USB电缆.
我很惊讶,这是有可能失去通信裸大师, 无线连接到引脚. 也许再试一次,但没有USB电缆说谎 (所有挤在 “S”, 附近的PC和硕士以上). 这样,你会检查USB电缆捕捉麻烦.
有证据继续, 只有你按部就班,有条不紊, 因为你这样做的远, 你就会明白这是怎么回事. 和, 为乐, 当你明白什么和在哪里队友, 在这里输入. 什么我真的很好奇,想看看它是如何发生的.
感谢您的屏幕的想法. 此外,我会检查血浆框是metallica.Poi'll让你知道的接地. 我也看到了安全更新与电容输入引脚以及两个电阻. 我会尝试过与电阻唯一的保护是不够的,我不得不断开所有开关,因为’ 我将停止USB通信 (即使与刀具)
你已经把保护电阻330K法师附近 ?
如果是这样,那么你必须引起电线上一些非常巨大的噪音, 数百伏. 如果所有的接地情况, 那么有一些非常奇怪的,你应该找出.
最后,我设法与血浆新的考验. 我加入铜网在屏幕上的火炬铅 ,我添加了一个EMI滤波器传入等离子切割和馈送控制计算机 ,我已经运行G-码和我继续点燃等离子弧和一切正常!
狮子问我们
在步进电机的HAL应用程序都在调整 “毫米每分钟”, “毫米每秒每第二” 和 “毫米的步骤”. 这让我很难做数学题时,我想改用发动机转速毫米, 或等级.
答复
我们使用毫米,因为大多数读者有一个移动的刀具毫米的每一圈步进电机, 或2毫米. 因此,在这些情况下,变得容易对付.
– 发动机 200 每革命的步骤
– 如果每一圈是一毫米,我再 200 毫米的一步
那么这里很容易衍生其他案件:
– 如果有任何确实反过来会那么只有2毫米 100 毫米的一步
– 如果我用微步设置司机 8, 然后他们会 800 毫米步骤.
在某些情况下 (很少) 想从毫米不同的计量单位,可能是有用的. 例如以英寸为单位, 或度, 或在发动机的转. 在这种情况下,简单地用新的单元更换毫米,总是以同样的方式进行.
祝你也可以打开您使用的语言的文件,并改变你希望出现在Label_MaxSpeed文, Label_MaxAccËLabel_StepsPerMillim. 我们不建议这样做,因为它是不舒服,它甚至没有说,他希望用度量单位相同的所有引擎.
因此,只要在那里说 “毫米”, 你一定要明白,有写 “米”, “学位”, “英寸”, “RPM”, 或线性或环状措施的任何其他单元.
但要小心,当你然后将数据发送到引擎必须是用在HAL箱子写在同一驱动器.
——————-
作为两个例子是他们是如何做决定, 推理引擎转或度的地方是,在毫米.
接下来的两个例子回答的问题:
“考虑到主具有步骤的最大输出频率 65 千赫”
“并考虑具有发动机驱动器设置为 256 微步”
“这是发动机输出引脚的最大速度, 以度为单位,且以每分钟的转数?”
—————————————————————————————————–
最大速度在 “学位”
(用于与步进电机 200 每tourn步骤和 256 微步)
—————————————————————————————————–
电机= 200 脚步 / tourn
马达与微步= 200 x 256 = 51200 脚步 / tourn
在程度上相同= 51200 / 360 = 142.22 脚步 / 学位
主最大脉冲频率= 65500 每秒脉冲
马达的最大速度= 65500 / 142.22 = 461 学位 / 美国证券交易委员会 (约)
马达的最大速度= 461 x 60 秒= 27660 学位 / 分钟 (约)
—————————————————————————————————–
最大速度在 “tourns”
(用于与步进电机 200 每tourn步骤和 256 微步)
—————————————————————————————————–
电机= 200 脚步 / tourn
马达与微步= 200 x 256 = 51200 脚步 / tourn
主最大脉冲频率= 65500 每秒脉冲
马达的最大速度= 65500 / 51200 = 1.28 tourns / 美国证券交易委员会 (约)
马达的最大速度= 1.28 x 60 秒= 76.8 tourns / 分钟 (约)
他们卢卡 : 由主机控制我的铣床上我想有启动主轴电机机会, 通过SSR连接到输出引脚, 通过一个按钮手动做手动换档的工作. 如果我你连这个按钮,独立的电源和相同的SSR provocherei干扰与主入口?
串联添加10K电阻与主的输出,然后连接到所述相反侧 (朝向马达控制前进) 你可以做你想做的. 然而,假设电机控制驱动两个高阻抗, 如果不是,您将需要降低电阻有点', 恍惚1K.
或者,你应该增加两个二极管.
难以更好地劝不知道你使用的组件,以及如何将它们连接.
你好 Livio, 我问你的驱动步进电机和无刷一些信息.
1) 驱动单个步进电机, 例如定位王, 我怎么能这样做? 我一定要使用Theremino CNC? 我怎么能发送一个命令?
2) 他们都拿着一个大无刷电机, 因为’ 是一个仆人必须另外使用的驱动程序 (键入用于Turnigy) 也是忠实的仆人卡?
3) 如果是的话我哪里可以买到它? 我不认为我看到了它在商店伊诺.
再次感谢一切
1) 飞一个步进必须使用主模块和应用HAL. 然后与任何应用程序,你写毫米的目标值 (或度旋转) 在自己的时隙, 并且步进加速到您所设置HAL最高速度, 然后它会减慢,并在其目的地停止. 您可以设置目的地, 和变化,甚至在电动机移动, 编写应用程序Theremino_Automation几行.
2) 该无刷电机正试用ESC板 (例如Turnigy) 而该主控模块. 然后,你必须打开HAL和设置输出为仆人 16. 最后,它会通过改变在自己的时隙数移动 0 只有在 1000.
3) 你不使用卡 “伺服” 但主模块. 你觉得它在eBay上的主 (venditore maxtheremino), 那家商店,INO的
谢谢…. Chiarissimo一如既往.
干得好
你好,我是卢卡. 我想用重置电感式传感器的轴. 什么样的传感器应该带NPN或PNP? 我已经看到了电压为饲料 6 只有在 30 伏,所以我觉得引脚的连接不是立即… 我想知道如果网站有如何连接这种类型的传感器的模式. 谢谢
你可以使用磁性传感器 (元素HALL) 和calamitine.
也有打算 3.3 伏特, 例如,:
– A1319
– A1318
– A1318
– DRV5056
– DRV5055
还有其他人谁去 5 伏但随后可能会影响信号I被克服 3.3 硕士和液体的输入电压应该加入他们33K或分隔串联电阻. 在这里,他们是:
A1321
A1322
A1323
A1301
A1302
在现实中,即使要发 5 伏也很好,如果你给他们 3.3 伏特大师.
—————
或者你应该写要使用传感器的主题曲, 我们调查了一些’ 最有可能也由他们送工作 5 伏特. 或者你找人去 5 伏特, 有肯定.
Grazie.Sempre准确,快速.
卢卡
你好,他们是卢卡. 我把霍尔传感器Arduino的,甚至与工作喂养它们 3.3 伏特. 我的问题是如何将两个传感器在它们之间连接到复位x和y轴,其可被复位在单个操作完成. 用于复位的时隙是 33 但我只能把它归功于一个销.
由于卢卡
它需要两个1N4148二极管和一个电阻器10k的, 要放置在靠近所有主.
二极管必须与两个传感器的信号系列,并结合PIN的与槽相关联的输入 33, 配置为 DigIn.
然后,你必须弄清楚,如果传感器信号去零伏时,它会来港定居人士, 或者,如果他们去 3.3 伏特.
如果你去零伏
– 两个二极管的关系正转向传感器
– 该电阻器连接在PIN输入和之间 +3.3 伏特 (或者你可以输入配置为DigIn_PU和消除电阻).
如果你是一个 3.3 伏特
– 两个二极管的关系被转到联盟是云PIN点
– 该电阻器连接在PIN输入和GND之间
– 缝隙信号 33 它是通过转换其MaxValue的箱子和MINVALUE sull'HAL值改变 (MaxValue = 0 ÈMINVALUE = 1000)
如果你不能在这里还写, 或通过Skype或电话.
谢谢,我购买的二极管和试
你好,我所做的连接,但我有传感器的类型问题,这意味着传感器不会采取这样 “清洁” 但摆动销值开闭从而欺骗调零过程. 我用’ 传感器的数字输出,但确实相同的,所以… 该传感器是这样的
https://images-na.ssl-images-amazon.com/images/I/71wrd7sc2QL._SL1500_.jpg
通过作为磁体接近中央点控制输出电压值的变化
如果使用DIGIN输入应该工作,并采取 1000 (或为零) 当你接近超过一定点. 和数控应用的过程中曾听到他应该停止.
也许你的工作,相反. 检查 (与SlotViewer) 该信号的时隙 33 我要去为零时行程末端都与其他的轴, 并返回到 1000 当他们两人远离行程结束.
你也应该尝试获得精确射击, 改变磁铁和传感器的配置.
而且你也应该避免去猛踩传感器如果卡车不会立即停止. 要做到这一点不应该让他们工作,而是从侧面接近.
而且你还要旋转的最佳位置的磁铁和最佳距离, 直到开关是好的,重复性好. 通过移动手卡车发动机关闭, 或JOG CNC, 并期待在与SlotViewer或SignalScope信号.
我放弃了霍尔传感器,因为我有麻烦regolarli.Pensavo使用机械传感器,就像我对交换机所做的那些. 我在连线上的销配置挖平行常开在插槽写作 33 设置VAL分钟 1000 VAL最大 0 但是当传感器接触不会停止( 只能手动重新打开接触卡扣校准). 在校准过程将发生在一个正确的推杆VAL最大 1000 ÈVAL分钟 0 但在这种情况下,由开始校准车朝正面的价值观去( 我做了这个测试通过手动触发传感器).卢卡
我很抱歉. 我又试了一次,现在一切funziona.Non知道什么乱七八糟的我做了前.Spero不是我浪费时间. 谢谢. 卢卡
你好 Livio
我想问你是否有一种方法可以通过Theremino cnc和master使用l298n作为驱动器来控制cnc的步进电机, 他们需要 4 输入来控制电动机,而不仅是步骤和目录. 我问你这个问题,因为我有几个这种类型的高级驱动程序,我想用它们来测试步进电机.
谢谢
法布里奇奥
并非如此, 对不起, 但是L298N是为直流电动机制造的,不能驱动步进电动机.
还行, 我想知道为什么可以使用Arduino进行试点,但是使用精确 4 PIN… 他们也将其出售给步进最大为2a的步进器,但实际上缺少互补的l298,因此很难进行试验.
与往常一样感谢您的快速回复.
法布里奇奥
问题不在于试行, 也许也可以做到, 但是您不能将该模块连接到步进引擎. 该模块是H桥,用于驱动直流电动机, 没有步进电机.
—————-
更新
我去看效果更好,实际上,您还可以将该模块连接到步进电机,但就像直流电机一样使用它们, 也就是说,在速度和方向上调整它们,但不在位置上.
我从表格的特征复制:
“该电机控制卡基于双H桥L298N驱动器,可让您轻松驱动两个直流电机或双极性步进电机,其工作电压范围为5V至35V, 控制他们的速度和方向。”
在使用这些卡的情况下,步进电机可以使您以可调速转动, 但您会失去步进电机的主要功能, 也就是说,始终知道您执行了多少步骤以及因此知道确切位置的可能性. 如果没有精确的位置,CNC机器将无法工作.
解释总是无懈可击! 谢谢!
因此,将CNC控制留给这些驱动程序, 想要专门用于测试步进电机, 专门做扭力测试 (附带砝码的经典测试可以测试给定电压和电流下电机的实际力,甚至只是了解电机是否正常工作), 使用master模块运行它们会很复杂,或者无需花费一天时间就可以轻松完成?
我的基本想法是了解模块是否可以在适当的驱动程序中完成集成的l297所做的工作, 它记录了方向和步进信号并对其进行管理,以便能够驱动电桥h l298…
这些小型,廉价的驱动程序已经广泛使用,也许其他人也可能对此有兴趣使用它们, 我不知道.
再次感谢您的可用性
法布里奇奥
“这些小而便宜的驱动程序…”
对我而言似乎并非如此, 有些步进驱动器的价格或多或少像L298.
而花一点点’ 还有更多步进驱动器,来自 4 比较L298的放大器是盲目的, 看这个例如:
https://tinyurl.com/qtp8kd5
在下一封电子邮件中,我正在写信给您,介绍如何将其连接到主服务器, 即使您能得到的与真正的步进驱动器相比也很糟糕.
真正的, 实际上,我也在CNC上使用驱动程序 4 tb6560轴, 我现在用tb6600替换了新的cnc, 但是我做的第一个我使用的是l297 / l298对
事实是,我很久以前就用这些材料来支持其他材料,每件价格为1.5欧元, 我花了十几个就在那里…我当然也不会推荐它们用于CNC, 你是绝对正确的
他们说要驾驶L298N…
启用针 6, 如果我们给出逻辑为:
Pin5 =高, pin7 =低, 电机A将开始顺时针旋转.
Pin5 =低, pin7 =高, 电机A将开始逆时针旋转
Pin5 =高, pin7 =高, 电机A将停止
Pin5 =低, pin7 =低, 电机A将停止
启用针 11, 如果我们给出逻辑为:
Pin10 =高, pin12 =低, 电机B将开始顺时针旋转
Pin10 =低, pin12 =高, 电机B将开始逆时针旋转
Pin10 =高, pin12 =高, 电机B将停止
Pin10 =低, pin12 =低, 电机B将停止
所以要与师父一起驾驶:
– 启用图钉 6 L298N的主机输出引脚
– 使用连接到该引脚的主输出引脚 5 L298N的建立方向
– 使用连接到该引脚的主输出引脚 7 L298N使其运行 (使用PWM,您将改变速度)
– 启用图钉 11 L298N的主机输出引脚
– 使用连接到该引脚的主输出引脚 10 L298N的建立方向
– 使用连接到该引脚的主输出引脚 12 L298N使其运行 (使用PWM,您将改变速度)
那么整个事情将不会由CNC应用程序控制, 但是您需要特定的软件以正确的组合来升高和降低六个主输出引脚.
如您所见,一切都将变得极为复杂,并且当一个普通驱动程序的两个引脚足够时,将占用主引脚的六个引脚. 最后,您甚至都无法控制位置.
所以我不会浪费时间.
还行, 我知道了, 我相信你的意见. 我忘记了,如果有的话我会用它们, 只是尝试引擎, 使用Arduino,只需在草图中进行预设运动即可. 再次感谢
法布里奇奥
您好Livio,全体员工复活节快乐.
问题: 可能 (在cnc源程序中) 从z轴的自动归零设置更改一毫米的返回 ?
我为自己制作了一个光学重置设备,该设备在探测时出错了几千分之一。 .
问题是,由于触头的中风,返回时间会更长.
可能我应该在哪里用视觉表达编辑此功能?
编程专业帮助我成为我的一个朋友…其余的我arrangio.arrriciao大家,谢谢
你好, 你应该按下按钮 “设定值” (右下角的最后一个) 然后更改值 “补偿金 (毫米)” 面板的 “校准Z”.
如果这样不能解决问题, 再给我们写一封信,更好地解释您所缺少的内容.
或者,您可以根据自己的喜好通过Visual Studio修改软件 2008 快递, 但这并不容易,因为CNC应用非常复杂.
补偿用于将零零点相对于固定零点归零;我用毫米补偿做零 0 在探测轴z上触摸并返回 “1 毫米” 它衡量我 1 毫米(-我希望我可以增加回报 (ES 10 毫米) 它的大小为10。-这是因为测试者的跑步速度为 +- 10 毫米, 如果我立即移动x y轴,则将工具刮到探头上).那我去摸那块,我读了措施,我把它写在补偿中,你就完成了…每次我更换工具并接触它时, 然后总会变成零, 不管工具的长度.
如果您给我一个提示,我可以修改返回值mm,我尝试使用Visual Basic编辑. grazieeee livio
我不知道如何修改软件以适应您的需求, 也因为我不明白你需要什么.
您是否尝试过按“设置”按钮 (右下角的最后一个) 然后更改值“补偿 (毫米)“校准Z”面板中的“?
我写给你的信不行?
和,作品, 编辑我 ” 零的零正确地零” 但是当工具接触传感器时, 它缩回一毫米… 我想将毫米更改为 10 毫米
我指定负数+ 1 毫米( 探测后什么缩回
您需要的变量是 “CNC_CalFinalClearance”
并以以下形式声明和初始化 “Module_CNC” 到线 173
这是这样写的:
Friend CNC_CalFinalClearance为Single = 1 ‘ 最终运动固定= 1 毫米
如果您用 10 将移出 10 毫米.
太糟糕了,该变量也用于X, Y, A和B也将从零传感器移十毫米.
如果您不喜欢它,则应在另一个之后紧接着为Z轴声明一个特定变量。, 按照下面的例子:
Friend CNC_CalFinalClearance为Single = 1 ‘ 最终运动固定= 1 毫米
Friend CNC_CalFinalClearanceZ作为Single = 10 ‘ Z轴固定的最终运动= 10 毫米
然后将其替换为表格中的两行 “Module_ExecutionThread”
– 线 546 将会变得如此
CNC_Dest.z + = CNC_CalFinalClearanceZ * CalZDirectionPositiveNegative()
– 线 650 将会变得如此
CNC_Tip.z = CNC_CalZ补偿 + CNC_CalFinalClearanceZ
如果不能,请再次写信给我们
感谢LIVIO。. 您永远是安全的。. 我很羡慕你..所以我总是向你表示祝贺.
向所有工作人员问好,谢谢
完善。. 我已经更改了您向我指示的所有行,并且一切正常… zi
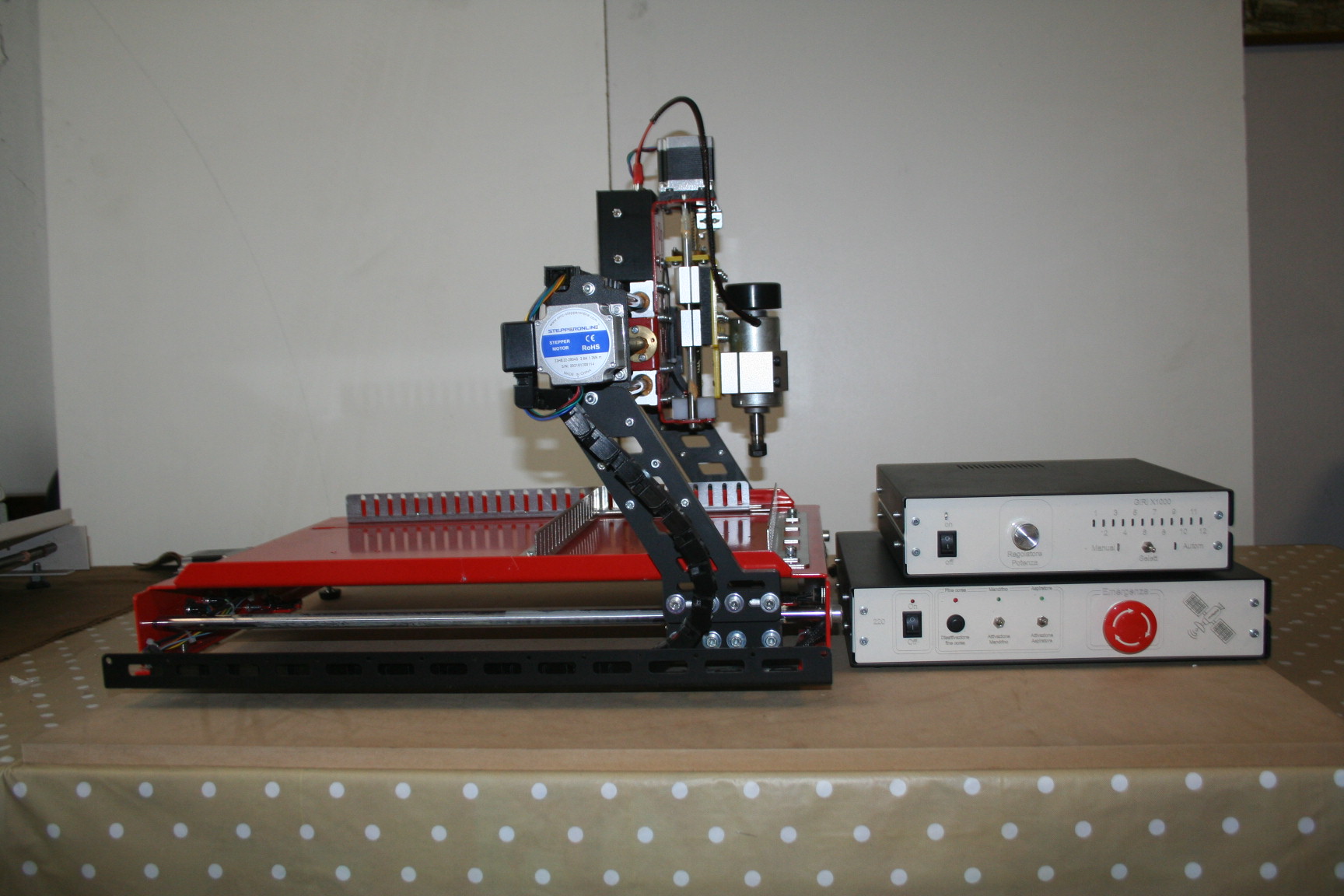
https://photos.app.goo.gl/voag7H9UMXfKi6WD8
我尝试放置CNC的照片
漂亮的照片谢谢!
一点都没有…你怎么看, 我做得很好,推荐了三位大师或推荐一位?
三个高手都没用, 只穿一个.
谢谢,我会尽快提供
iao
早上好
我的名字叫亚历山德罗,多亏了你,我沉浸在这个世界上.
我正在将therno CNC与 3 斧头,我很高兴.
现在我想尝试建立一个机械臂, 但是我注意到在Robot Arm1上最大的工作区域是 1000 x 500 毫米.
同样,LenZ设置仅限于 99 毫米.
可以扩大工作范围.
预先感谢您的关注
超越 500 毫米,它将使电机从头开始 500 每个欧元, 即这些:
https://www.zeroerr.cn/eRob/index.html
和普通的仆人在一起,你已经单单夸张了 30 厘米. 厘米的误差和摇摆的趋势. 通过再多伸出一些手臂,一切都会摆动,并且永不停止.
我们正在寻找价格合理的合适电动机,并且已经完全改变了方向, 我们已经完全消除了3D计算,因此也取消了RobotARM应用程序. 调整参数太困难了,如果您使用它,您将自己知道.
所以我们现在使用不同的系统, 手动给职位, 逐个位置, 无需调整任何参数,无需3D计算.
获得有用的结果后,我们会将其发布在此页面上:
https://www.theremino.com/hardware/outputs/smart-motors
在以下视频中,您可以看到手臂的当前实验 “协同合作” con SmartMotors FeeTech:
https://www.theremino.com/files/ThereminoCobotV1.mp4
编程比使用RobotArm应用程序容易得多, 您不再需要调整手臂的参数和角度 (这是非常困难的), 但另一方面,不再可能遵循GCode或平局, 只是一个接一个地定义位置.
但是,即使使用这些电动机,最大臂长也不能超过 50 厘米.
我们正在寻找可以在不花费高昂费用的情况下做得更多的发动机, 如果找到它们,我们将它们发布在“智能马达”页面上
但是使用步进电机并至少减少了 1:10 你什么都收不到’ 更精确.
我在想 4 不 34 带有M5齿形皮带以减少游隙.
因此,如果我想增加Theremino Arm的限制,就不能.
如果您将步进机与皮带一起使用,则可以做更多的事情, 但是实际上超过一米几乎是不可能的,因为步进器很重,而肘部和尖端的步进器则应使用夸张的杠杆将其抬起. 说 “一米” 这很简单,但是尝试去做,然后您将意识到实际上是什么电表.
组装后 (如果他能举起自己的体重) 在两分钟内,我们将MaxViewArea框的最大限制从 1000 对毫米 10000 毫米和LenZ从 99 只有在 9999
好,谢谢
你好 Livio, 我尝试了Theremino ImgGreyscaleToGcode.
主轴转速似乎固定为 20000. 设置它会很方便.
然后我会在M3之前写出来,给主轴时间以加快速度.
问候
抱歉,我们没有时间调整所有小型应用程序的详细信息,例如此类. 有故意的来源,任何人都可以做到.
但是,要立即解决您的问题,只需设置 “速度锁定” 在CNC应用程序中,然后根据需要调整Speed框. 或编辑Gcode并更改 20000 在任何你想要的,然后保存它 (您可以立即在CNC应用程序中直接进行操作).
没关系 ,所以已经完成了.
它可以为他人提供帮助.
晚上好, 几年前我建了一个小型cnc 3 由 theremino 控制的轴.
现在我想用激光模块替换切割机. 我应该如何将它连接到系统?.
我可以使用控制Z轴的tb6560驱动?
对于激光模块,不需要步进电机驱动器.
你必须只:
– 将Master的GND连接到激光模块的GND
– 将主 PIN 输出信号连接到激光启动信号
– 配置用作 DigOut 的 PIN 的输出 (点亮 / 关闭)
– 或作为 Pwm16 (调整功率)
通常,激光器使用来自的命令信号进行操作 3.3 像我们一样,它们也可以在 PWM 中工作,但不一定都是这样.
如果您有任何疑问,请咨询制造商或在互联网上搜索您的激光模块需要什么信号.
如有疑问,请勿连接,请勿提供电压, 功率激光器成本很高,而且很精致. 即使是星期四,他们也可以在一微秒内休息,而且他们醒得很厉害.
你好,我是卢卡. 四年来,我使用Theremino cnc和切割机 3 轴加旋转轴. 我一直在更新软件版本. 我尝试了最新版本 5.3 即使在以前的版本上,它也能很好地进行圆铣削, 特别是在高速行驶时, 偏离设定的路径. 我遇到的问题是,如果我打开Hal屏幕进行速度或加速度调整,一旦我点击引脚列表进入调整菜单,我就听到引擎采取幽灵步骤. 和’ 第一次发生在我身上. 哈尔的屏幕也有点奇怪 ,从某种意义上说,它具有透明的部分,可让您看到Thereminocnc的屏幕. 我使用视窗 7. 我之前使用过的版本 5.0 但我不得不把一个旧版本的’ 哈尔为什么’ 我有同样的问题.
真的很奇怪, 我们没有改变HAL中可以做这些事情的任何东西。.
你可以在Skype上给我打电话 (你可以找我作为livio_enrico) 我们一起看到它?
或, 如果您不使用 Skype, 再次写在这里,我会把我的手机发给你.
你好,我不使用 Skype,但是今天我设法制作了一个视频,你可以看到问题所在。能用邮件寄给你? 我注意到了什么 (这在以前的版本中不会发生 ) 是当我单击引脚列表以打开调整面板时,fps重复锁定 (不给出错误) 然后它又开始了,它就在那一刻’ 我点击的轴的电机采取步骤. 谢谢
你好 Livio,
自我介绍, 我的名字是大卫·洛鲁索, 我想祝贺你这个项目!!!
我说我已经有’ 一个数控 3 斧头和我已经经历了一段时间’ 从 linux cnc 到您的系统, 我应用了theremino自动化来取代旧的telemecanique plc。.
我正在为眼镜行业制作自动化, 我应该连接一个小型cnc系统 3 带铰链溺水系统的木板 (它看起来很复杂,但它是两个气缸和一个加热系统);
和’ 可能 , 执行钻孔或铣削操作后, 启动自动工作周期 (在我的情况下,将雪橇移动到溺水位置并执行它)?
谢谢
大卫
我认为你应该使用轴A和B
我们会冥想一下’ 并进行各种测试.
我应该明白你用什么来移动雪橇 (其他步进机 ?)
但另外两个引擎 (A 和 B) 你就够了?
如果您没有成功使用唯一的CNC应用程序,我们已经准备好了新版本的Theremino CNC (我们将很快发布) 可通过其他应用程序的命令进行控制. 因此,您可以拥有真正的程序程序的所有功能 (Theremino 自动化), 读取传感器, 移动其他引擎, 驾驶螺线管, 发音消息, 执行语音命令功能, 读取条形码或二维码, 执行计时, 圈, 各种计数和控制. 然后在正确的时间指导应用程序Theremino CNC及其所有功能,就像您手动完成一样, 并且还可以加载不同的GCode并从头开始运行它们或运行单个行.
最终,如果您需要,我们也会感受到Skype或电话, 你好.
感谢您的快速回复!!
用没有杆的气动缸移动载玻片, 从本质上讲,循环将是这样的:按开始, 特莱米诺 cnc 执行钻孔, 铣削铰链的孔或 cmq 轴座 (取决于锚的形状);
cnc 进入 “家” 活跃的特米诺自动化,让我开始溺水循环:前向气缸滑动淹没下冷却气缸淹没 (显然有各种各样的传感器 (Fc,代理等)).
我认为从描述中,新的Theremino cnc将是’ 此应用程序的顶部..您有一个版本 “试用版” 为了测试它而预期?
再次感谢
是的,我现在可以向您发送版本 5.4.6 然后,我们将将其发布为版本 5.4
您应该在Skype上搜索我作为livio_enrico
使用Skype,传输程序很容易, 否则邮件会删除它们. 即使您将它们压缩为ZIP,它也会这样做. 他们打开ZIPps并删除包含可执行程序的所有内容.
或者你可以去这个部分, 读取我的电话号码并给我打电话 (从 09 在 19 其中包括假期)
https://www.theremino.com/contacts/about-us#livio
但是,我指出,要使用来自外部的命令,您应该使用我们应用程序Theremino Automation的简单语言进行编程。:
https://www.theremino.com/downloads/automation
如果你有一点’ 编程经验将很容易, 否则你应该找到可以帮助你的人.
你好 Livio, 首先祝贺您的项目, 我,一个把自己投入自动化的悲惨机械师,每天都更加着迷.
让我们继续关注重点: 我们想制作像此链接中那样的数控铣刀 https://goliathcnc.com/ 使用特雷米诺数控. 问题是在Theremino CNC之外,我有X-Y坐标,而我应该命令 3 具有相应坐标的电机. 我该怎么做?, 或者更好的, 在什么程序文件中 Thremino, 我可以输入变换方程来控制连接到车轮的步进电机?
原谅这个可能愚蠢的问题,但在编程中,它们处于非常基本的水平!
非常感谢您的帮助!
对不起,但这将是一份很长的工作.
最简单的方法是拆卸ThereminoCNC, 这样您至少拥有读取和执行 GCode 的部分, 然后写下控制机器所需的一切. 即使对于DotNet和我们的CNC应用程序专家来说,这也是一项非常漫长的工作。, 至少几个月努力工作.
然后我有一个疑问… 但是这台机器可以通过其他软件控制,而不是它的 ? 所以我去看这里:
https://goliathcnc.com/product/software/#learn-more
而且我什至没有发现使用外部控件控制机器的可能性的暗示, 他们只谈论他们的软件 “弹弓”, 如果我错了,写下来…
—–
我在那之后才意识到你不想检查那台机器,而是做一台类似的机器, 所以除了修改CNC应用程序之外,您还应该做所有硬件,我无法想象需要多长时间…
对不起,利维奥, 我解释得很糟糕.
我已经有了硬件,我已经做了一些测试,但是 4 车轮 (我会给你发一些照片,但我不知道在这个聊天中该怎么做). 带一个销的两轮控制, 移动 X, 和两个带另一个销的轮子, 移动 Y. 的问题 4 轮子是如果机器在平面上移动不够水平,轮子就会被抬起, 我失去了位置,有一个我不想要的轮换, 相反,有三个轮子,我相信他们总是碰到所有三个轮子, 问题是命令他们.
这个想法是我从两个插槽输出 Theremino CNC 的 X 和 Y. 我必须转换这两个输出并传输到另外三个插槽 (每个车轮一个) 相对命令, 理论上很简单,但我不知道该怎么做. 如果三个轮子在, b, C, 我 :
a=X*0.585
b=-X*0.293+Y*0.293
c=-X*0.293-Y*0.293
我把这些输出放在电机的三个引脚上,我没事.
但是我该怎么做呢??
对于这个聊天来说太复杂了.
打电话给我 Slype 作为livio_enrico,我们会找到解决方案.
将来您将在此处发布结论, 这样他们也可以方便其他人.
我还用我的手机给你写了一封电子邮件,以防我无法使用Skype.
我还宣布,还有一个您没有考虑过的其他问题, 或者更确切地说是两个:
1) 在CNC应用程序中,您还必须发回有关每个轴每时每刻到达的位置的信息. 它们不能是电机位置,而是 X 位置, Y, 台面上的 Z 轴, 在这里,我们来到第二个问题…
2) 您还构建了带有测量位置的电线的编码器? 如果没有编码器,位置会因车轮滚动而变得不准确,如果工作冗长而复杂,您将有厘米甚至分米的误差
你好, 既然你没有打电话,我在这里写准则 (不要尝试) 关于应该如何进行以帮助他人建造与此类似的机器.
1) 首先,我们称电机为 / b / C / z
2) 将四个步进电机连接到主站,从 1 只有在 8 并设置他们的插槽从 101 只有在 108:
‘ 101 = 步进电机A
‘ 102 = 距离 A
‘ 103 = 步进电机B
‘ 104 = 距离 B
‘ 105 = 步进电机C
‘ 106 = 距离 C
‘ 107 = 步进电机 Z
‘ 108 = 距离 D
(请注意,PIN 码 102, 104, 106 和 108 包含 “到目的地的距离由主每时每刻计算,并且该值 2, 4 和 6 必须反向重新计算并给予相对插槽中的Theremino_CNC, 你期望在哪里 “与目的地的距离” 的 x, y 和 z)
3) 准备一个包含 Theremino_Automation.exe 和 APPS 子文件夹的文件夹,在该子文件夹中放置包含所有内容的父文件夹Theremino_CNC
4) 在自动化的第一行中,您编写:
负载 “Theremino_cnc.exe”
以便在启动自动化程序和关闭自动化时打开和关闭.
5) 您可以在桌面上放置一个指向Theremino_Automation.exe文件的链接,该文件将用于启动所有内容并在需要时访问项目文件夹.
6) 您在自动化中编写一个始终以最大速度运行的循环, 没有暂停或调用会减慢速度的函数.
7) 在循环中,您编写以下行:
' ------------------ X, Y, Z from Theremino_CNCPosX = Slot(1)
PosY = Slot(3)
PosZ = Slot(5)
'
' ------------------ A, B, C rotations from X and Y
RotA = PosX * 0.585
RotB = -PosX * 0.293 + PosY * 0.293
RotC = -PosX * 0.293 - PosY * 0.293
'
' ------------------ A, B, C, Z to Stepper Motors
Slot 101 = RotA
Slot 103 = RotB
Slot 105 = RotC
Slot 107 = PosZ
'
' ------------------ Prepare "Distances to destination"
DistA = Slot(102)
DistB = Slot(104)
DistC = Slot(106)
DistZ = Slot(108)
'
DistX = DistA / 0.585 - DistB / 0.293 - DistC / 0.293
DistY = DistA / 0.585 + DistB / 0.293 - DistC / 0.293
'
' ------------------ "Dist. to dest." to Theremino CNC
Slot 2 = DistX
Slot 4 = DistY
Slot 6 = DistZ
8) 反向计算的行已经过检查,应该是正确的. 他们应该向后重新计算 “与目的地的距离” 对于 X 轴和 Y 轴,以便 CNC 应用程序不会注意到所有数学复杂性并了解它已到达目的地, 好像有两个普通的步进X和Y电机. 更正并在注释中写入更正.
9) 试试吧…. 并且应该在车轮打滑导致的巨大错误之外工作.
您可以下载完整的程序上传到Theremino_Automation, 有了这个链接:
https://www.theremino.com/files/CNC_Helper.txt
您还可以下载以下包含自动化的文件, SlotViewer 和 SlotNames 文件已准备好测试转换的工作原理.
https://www.theremino.com/files/CNC_Helper_V1.zip
如果有人完成了这部分,写下来,我们也将采取下一步, 即位置控制.
用电线测量位置非常粗糙和不舒服. 此外,制作缠绕电线的线轴需要困难的机械, 不准确且不稳定. 只是让线程卷起一点’ 坏和准确性丢失.
您可以考虑使用一些Arduino Nano进行超声波操作,并从我们的超声波传感器程序开始… 但我不知道需要多少纳米以及何时开始各种超声波脉冲.
还有第二个问题, 测量到两个固定点的距离是不够的, 还需要找到一种方法来测量汽车的旋转,并在零度旋转时保持绝对稳定. 我不知道这是怎么做到的。.
最后, 前提是您有两个非常精确的距离测量和一个旋转测量, 您可以执行最后一步,即向上一条消息中介绍的程序添加两个修复程序Deltax和Deltay.
这些校正必须使用 PID 进行,因为否则要么您纠正得不够,要么整个事情开始像醉汉一样在要到达的位置周围摆动并且不再停止.
你好 Livio.
照常, 当我看到有趣的东西时,我会参与, 在可用的时限内.
我看了一眼刀具, 我相信运动管理的逻辑可以从控制Delta机械臂的逻辑中推断出来, 保持 Z 位置恒定. 显然,必须使用位置传感器实时校正运动, 而轮子在平移过程中向侧面滑动.
至于飞机上的位置, 理论上,可以使用安装在旋转传感器上的单线线性传感器来完成. 该系统存在于市场上,出售用于现场检测测量值, 并且还读取 Z 轴. 不幸的是,读取角度位置所需的精度使传感器非常昂贵。.
样品切割机制造商采用的双传感器线性解决方案简单有效, 和经济实惠.
商用线传感器具有出色的测量精度和可重复性, 但它们显然相当昂贵, 按以下顺序排列 400-700 每欧元.
甚至我都无法确定他们如何在 X 轴上读取机器的旋转, 但他们肯定确切地知道. 事实上, 机器的一侧有切刀, 在运动过程中,它会自行旋转, 这样您始终将轮子放在工作台内, 即使在板材边缘操作时. 这意味着机器位置的校正与刀具的位置无关, 添加到处理程序中处理刀具运动的部分.
我的意见是三角线的黄色底钩, 放置在机器顶部, 连接到机器内部的角度读数系统.
看看它的作用, 以及包含该软件的事实, 在我看来,销售成本相对较低, 例如阻止出于专业目的的自我建设.
然而, 有一些建设性的简化可以使自我建设者的生活更轻松.
首先, 您可以考虑使机器以恒定的方向工作, 牺牲工作计划的一部分.
然后, 传感器可以使用由两个并排的大垫圈组成的线轴齐平构建, 相距电线直径, 以迫使它包裹在径向螺旋上的方式, 然后用多圈电位计测量角位置,并考虑到线轴每圈相对于导线厚度的常数来校正数据. 该系统在线轴尺寸方面有其限制, 并在寻找合适的对比弹簧. 您可以考虑在同一轴上安装的第二个阀芯, 连接到一根电线,该电线上升到滑轮并向下连接到重物. 笨重和粗糙, 但比找到合适的螺旋弹簧容易得多.
一如往常, 我希望我有贡献, 如果没有果断的想法, 至少有一些可能有用的想法.
你好
毛里齐奥
谢谢毛里齐奥, 好主意.
与其使用多圈电位计,不如使用旋转编码器, 大师很容易阅读.
关于带重物的滑轮,您应该有一个夸张的高度,以便在几米的距离内工作,但幸运的是,您可以使电线在多个线轴上上升和下降 (在划船时,他们称它们为多个草图) 因此,高度很小,您可以覆盖许多米.
不出所料,我发表的计算是错误的, 我正在纠正它们,然后我会更正消息以不留下任何错误.
我修复了自动化程序,现在它应该进行正确的计算.
我更正了上一条消息,并添加了一个链接来下载带有自动化的文件夹, 插槽查看器和所有其他有用的文件尝试.
你好 Livio.
我也想过编码器. 虽然, 每次重新启动系统时,您都必须重做零. 然而,它是许多机床的经典之作。, 所以还不错. 另一方面, 它肯定比电位计精确得多.
除其他外, 从我在视频中看到的, 我认为他们也使用这个系统.
带有多个块的葫芦是一个有趣的想法, 我没有想到. 而且因为它可以让您大大缩短比赛时间 (这取决于您推荐了多少次), 你可以考虑放一个普通的线性弹簧而不是砝码. 如果多次推迟, 虽然, 滑轮在销上的摩擦和电线的柔韧性会产生值得注意的摩擦, 并且必须考虑.
=======================================
对话从新闻页面移至此处.
=======================================
戈登登曼 说:
08/04/2023 在 12:05 (编辑)
日安,
我是 75 岁了,为自己建立了一个 3 轴木数控路由器. 5 多年前. TPC安装了Windows XP, 但是硬盘崩溃了. 我已经重新安装了XP与所有服务包,并重新连接了所有内容, 但我无法让我的机器工作. 有 3 尼玛 17 安装步进电机. Theremino在模拟模式下工作,步进电机变热,而我试图弄清楚发生了什么. 我已经打开了 HAL 配置文件并要求它识别安装并验证它. 仍然没有任何反应. 我认为必须配置HAL才能识别Nema Motors。. 不幸的是,显示的示例对我来说没有意义. 是否有我可以复制的此设置示例.
感谢您提供出色的软件.
此致敬意
戈登·登曼
利维奥 说:
08/04/2023 在 14:58 (编辑)
特雷米诺在模拟模式下工作 ?
Windows XP上的Theremino CNC应用程序 ?
多年来,我们只在 Windows 上使用它 10 我不知道它是否可以在XP上运行.
您没有 HAL 的旧配置文件 ?
一个简单的配置可以如页面所示 29 您可以从此处下载的帮助文件:
https://www.theremino.com/wp-content/uploads/files/Theremino_CNC_Help_ENG.pdf
但是,您还必须为 HAL 应用程序中的每个步进器设置正确的“StepPerMM”.
在CNC帮助文件中,所有内容都进行了解释.
在任何情况下,电机发热都不会由错误的配置或缺乏配置引起. 如果它们升温过多,则驱动器的电流设置过多. 如果电机是 (举个例子) 2 安培最大值,您应该使用不超过 500 但 ( 电机最大电流的四分之一).
戈登登曼 说:
09/04/2023 在 14:06 (编辑)
美好的一天利维奥,
非常感谢您的快速回复. 我会按照你的建议去做,看看结果是什么. 可能我需要更新才能获胜 10 看看这是否不能解决问题.
保持良好的工作.
问候戈登
这篇文章对于任何冒险进入数控机床世界的人来说都是一个建议的宝库! 我喜欢它如何简化复杂的概念, 让学习成为一次愉快的冒险. 感谢您使这项技术变得可访问并使其如此有趣!