
Consigli per le macchine CNC
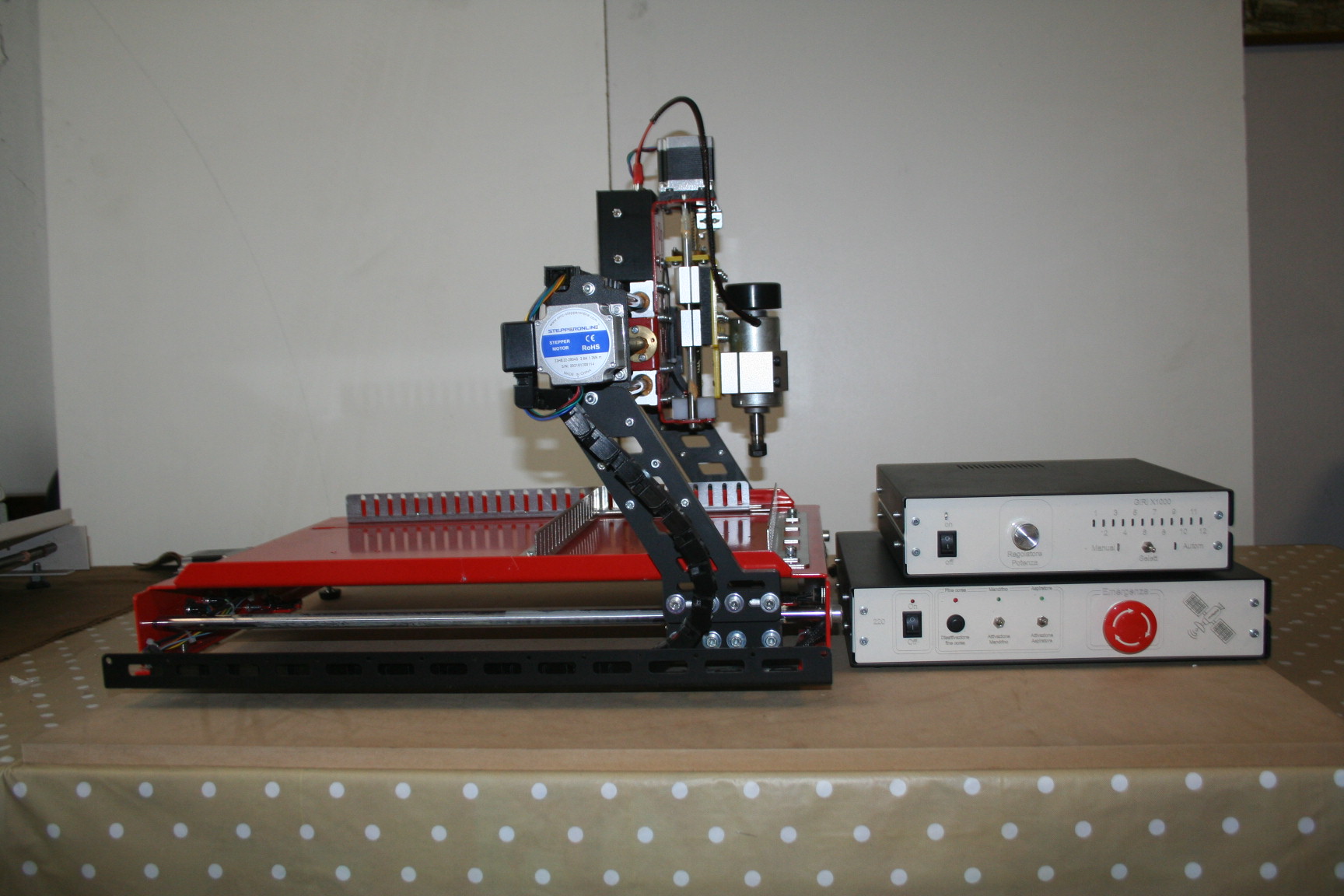
Chi avesse bisogno di consigli sui motori da usare, sui componenti meccanici o su come montarli e acquistarli, può rivolgersi a Fabio di Arezzo che negli ultimi anni ha raccolto molta esperienza sulle frese CNC e le macchine per incisioni con i laser.
Nelle prossime immagini si vedono alcune sue realizzazioni. Cliccando le immagini si ingrandiscono e si può notare che sono macchine combinate, cioè che si può montare sia un laser che una fresa.

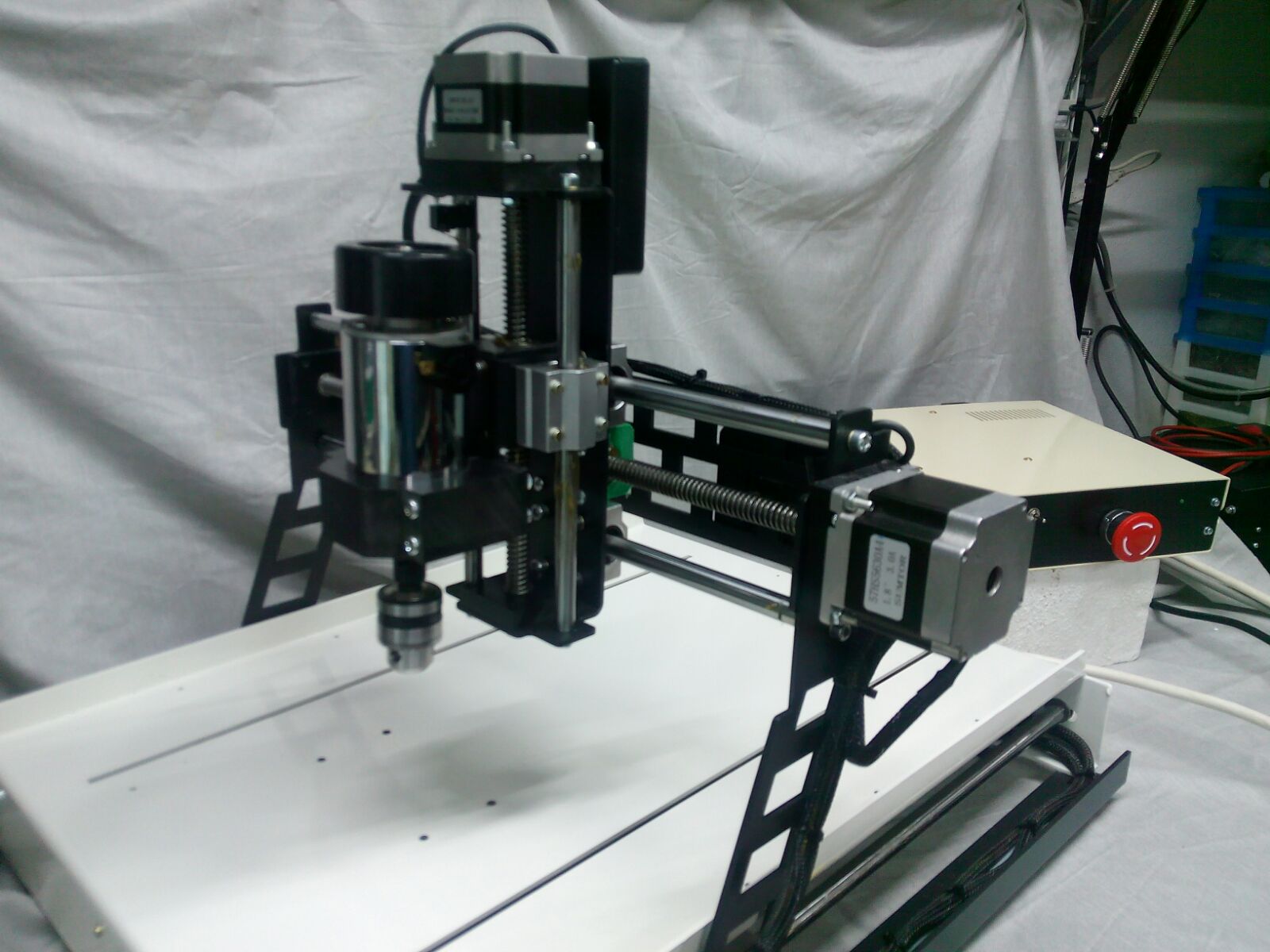

Scrivete a Fabio per consigli, per acquistare insieme componenti o per farvi procurare da lui dei kit di componenti. Oppure potreste anche accordarvi per costruire delle parti o delle macchine complete.
Fabio di Arezzo – Civitella in Val di Chiana (AR) – fabio.cve31@gmail.com
Aggiungo qui alcune nuove immagini che ci ha mandato nel 2024 e anche un manuale in PDF

Radar e bracci robotici

Questo è il primo sonar di Mauro Riboni, l’applicazione ThereminoRadar è nata da questo prototipo. Ringraziamo ancora Mauro, per averci coinvolto e per aver insistito, fino a farlo funzionare.
Download del ThereminoRadar qui: /downloads/automation#radar e informazioni sui sensori qui: /hardware/inputs/sensors#usound
– – – – – – –

Mauro Riboni sta anche sperimentando diverse versioni di bracci meccanici. Le sue meccaniche sono studiate e realizzate molto bene. Questa è una versione con servo di grande potenza. Questi servo non sono adatti per scrivere a causa della loro dead band, ma sono ottimi per prendere e sollevare oggetti. I due servo alla base e la costruzione molto robusta, permettono di sollevare oggetti abbastanza pesanti.
– – – – – – –

Uno dei primi prototipi di ThereminoArm. Questa versione usava ancora un Master e uno Slave, perché i primi Master non avevano PIN configurabili. Ora si fa tutto con il solo Master e avanzano anche due PIN. Aggiornamento dell’aprile 2017: il nuovo firmware dei Master, aumenta il numero di PIN da 6 a 12, quindi ora avanzano ben otto PIN per usi generici. Inoltre i nuovi firmware possono pilotare anche i motori stepper.
Si possono quindi costruire bracci robotici molto precisi utilizzando piccoli motori stepper e cinghie dentate. Si consiglia di usare un rapporto di demoltiplicazione molto alto, almeno cinque ma meglio se si riesce ad arrivare a dieci. In questo modo i 200 passi per giro diventeranno 2000 passi per giro e si potrà ottenere una precisione di 0.7 mm con bracci lunghi mezzo metro. Precisione che aumenterà a circa un decimo di mm e oltre utilizzando i microstep.
– – – – – – –
Un Robot non è necessariamente un braccio articolato. Con un po’ di fantasia, si possono comporre macchine semplicissime ed efficaci.

Un robot “didattico” costruito dagli allievi dell’istituto I.C. di Corniglio
La motivazione proposta dell’istituto I.C. di Corniglio è: “…ricongiungere il mondo digitale col mondo reale e concreto” ed è proprio per questo che è nato il sistema Theremino. Un caloroso grazie per le vostre ricerche!
Sketch e Firmware
Molti dopo aver imparato il linguaggio sketch di Arduino, ci hanno scritto che vorrebbero usarlo, anche per Theremino. Purtroppo il linguaggio sketch è stato pensato, solo per i processori dell’Arduino e trapiantandolo su altri “micro”, diventerebbe così diverso, da perdere ogni possibilità, di scambiare i programmi tra i due.
I nostri PIC si programmano in C o in C++, usando un IDE standard e compilatori standard, noi usiamo il GNU Compiler, che è Open Source.
Per quanto la enorme popolarità di Arduino, possa farci apparire “diversi”, in realtà è vero proprio il contrario, è Arduino che usa un linguaggio non standard, fatto apposta per Arduino e valido solo per Arduino.
Gli sketch non sono vera programmazione del firmware, ma una programmazione semplificata, che nasconde tutto il “contorno”. Con gli sketch, l’efficienza è le possibilità di manovra, sono limitate.
Inoltre gli sketch provocano una deformazione didattica, si impara a usare una astrazione del micro, al posto del micro stesso. Per imparare a usare un micro, si dovrebbero studiare i data-sheet del costruttore, non le istruzioni di Arduino.
Detto questo, per fortuna, il firmware del sistema Theremino, non richiede programmazione. Siamo nel 20xx e si suppone che gli InOut di un PC, così come il firmware di un telefonino, o di una lavatrice, siano funzionanti “come sono”, senza doverli ri-programmare ogni volta, a seconda che si vogliano lavare camicie, oppure blue jeans.
Spostamento di prospettiva
Lo spostamento di prospettiva, tra Arduino e Theremino è di fatto, spostare l’intelligenza dal firmware al software. Questo spostamento moltiplica per mille la velocità disponibile, la potenza di calcolo, la memoria, e la facilità di programmazione.
Per questo approccio, si deve essere costantemente collegati a un PC (o un NetBook, un eeeBox, un Tablet, un MiniPC o un Raspberry Pi, come spiegato qui: blog/standalone-applications#standalone, e anche qui: downloads/notes-on-software#computers)
Molti dispositivi, come le stampanti, i monitor e i mouse, sono costantemente collegati al PC e tutti lo trovano “normale”. Eppure molti pensano che un “dispositivo”, come ad esempio un braccio robotico, o una stampante 3D, dovrebbero essere autonomi, e probabilmente anche a pile…
Bracci robotici e intelligenza
Facciamo l’esempio, guarda caso, di un “braccio robotico”. Molti costruttori di bracci robotici Arduinici, si sono accorti che il loro braccio “autonomo a pile”, alla fine fa sempre la stessa cosa. Cosa gli manca? La comunicazione e il software, algoritmi potenti che tengono in contatto i dati 3D, con il mondo esterno, sensori, WebCams, microfoni, capire i GCode, e comunicare con altre applicazioni, in tempo reale.
I micro non sono concepiti per gestire file 3D, o decodificare segnali audio, non hanno potenza adeguata, per suonare file midi, o decodificare il video di una WebCam. E se anche li si costringe a farlo, lo fanno male. Detto con altre parole: “Il luogo adatto per il cervello, non è vicino ai muscoli”
Un altro motivo, che rende molto furbo, collegare stabilmente bracci e stampanti 3D al PC, è che si deve fornirli di alimentazione. Quando si supera la fase giocattolo, le esigenze di alimentazione, diventano troppo pesanti, per le pile.
Come sono fatti i bracci robotici professionali ?
- Hanno grossi cavi, che portano alimentazione e dati.
- Comunicano costantemente con un PC di controllo.
- Contengono solo il firmware, gli algoritmi intelligenti, sono tutti sul PC.

Fate click sulla immagine, per vedere meglio.
Quale linguaggio usare?
Una volta deciso di spostare l’intelligenza, dal firmware verso un linguaggio ad alto livello, quale è il migliore linguaggio da imparare?
Qui è una questione di gusti, alcuni dicono che esiste solo il C++, e trattano con disprezzo, ogni altro linguaggio.
Altri, come noi, pensano che il C++ sia ormai un linguaggio vecchiotto, che richiede molto più tempo e energie, dei linguaggi recenti. E pensano anche che C++ e simili (C, Java e tutti i linguaggi con il punto e virgola a ogni riga) siano linguaggi mal strutturati e poco formali, che invogliano a scrivere, in modo “sporco” e confuso. In questi linguaggi è possibile scrivere, cose accettabili dal compilatore, ma assolutamente illeggibili, per gli umani.
Noi preferiamo linguaggi più strutturati, che aiutano a scrivere bene, e a minimizzare gli errori. Questo processo di allontanamento graduale, dal linguaggio macchina, è in atto da cinquant’anni e ad ogni nuovo passo, c’è chi si lamenta e rimpiange i vecchi linguaggi. Ma il processo proseguirà, e alla fine arriveremo a programmare, in linguaggio umano. Attualmente il linguaggio più umano è VbNet.
Come contorno i linguaggi moderni (VbNet e C#), hanno una potenza e una velocità di esecuzione impressionante, perché le loro funzioni di base, non vengono riscritte ogni volta da zero, ma sono invece pronte nel “RunTime” e scritte con algoritmi ottimizzati, e adattati al sistema operativo.
Un secondo vantaggio dei linguaggi moderni, è di essere indipendenti dal sistema operativo. Una applicazione scritta in C# o in VbNet, gira senza cambiare una virgola anche su Mac, Linux e Unix. (questo almeno in teoria… in pratica solo su Windows funziona tutto bene, mentre sugli altri sistemi operativi, le implementazioni sono incomplete e piene di errori)
Concludendo noi suggeriamo di usare VbNet oppure C# (molto simili tra loro) Quasi tutte le applicazioni, del sistema Theremino, sono scritte in VbNet, perché lo troviamo più “umano”, ma si può facilmente passare da un linguaggio all’altro, usando SharpDevelop per tradurre.
Per installare gli strumenti di sviluppo, leggere qui: downloads/notes-on-software#instruments
Salve, intanto complimenti per il lavoro svolto e che state svolgendo.
Ho acquistato un theremino v4 per gestire una cnc in costruzione.
Ho un dubbio riguardo i driver per i motori passo passo.
Devo utilizzare per forza quelli proposti qui nel sito (pololu), o posso pilotare dei moduli con chip Tb6550, quelli comuni per cnc?
Questo perchè vorrei capire come collegarli, visto che oltre ai morsetti “step” e “dir” hanno anche un morsetto “enable”.
Grazie
Ciao, puoi usare qualunque driver, devi solo fare attenzione che accetti segnali standard TTL (soglia bassa 0.7 Volt e alta 2.1 Volt) in modo che funzioni con i nostri segnali di uscita, che vanno da 0 a 3.3 Volt.
Dico questo perché esistono alcuni driver che pretendono un segnale da 0 a 5 Volt e che con 3.3 Volt non funzionano, o funzionano in modo inaffidabile (perdono passi o sono molto sensibili ai disturbi).
Alcuni driver hanno ingressi TTL standard, comunque siano alimentati e vanno sempre bene. Altri, tra cui anche i Pololu, DEVONO essere alimentati a 3,3 Volt per lavorare bene con segnali di comando da 3.3 Volt.
Per effettuare buoni cablaggi (e attenzione a disporre bene le masse, come indicato nelle pagine 45, 46, 47 e 48 delle istruzioni, in modo da non far passare corrente nei collegamenti delicati) è necessario avere esperienza in elettronica, altrimenti si potranno verificare disturbi, perdite di passi, interruzioni della comunicazione USB con la applicazione HAL e altri malfunzionamenti. Eventualmente fatti aiutare da un amico esperto.
Il segnale “enable” non va connesso al Master ma, per motivi di sicurezza, è meglio gestirlo in hardware, come spiegato a pagina 43 delle istruzioni di Theremino CNC. Se proprio si volesse gestirlo da software, si userebbe un Pin configurato come DigOut e impostato con lo Slot 23. E questo Pin andrebbe collegato alle abilitazioni di tutti i driver.
Abbiamo cercato a lungo un datasheet dei TB6550 ma non li conosce nessuno, non saranno forse i TB6560?
Il datasheet dei TB6560 si scarica da qui: https://www.theremino.com/files/TB6560.pdf
(con questo non stiamo consigliando di usarli, hanno circa le stesse caratteristiche dei Pololu ma costano molto di più)
A pagina 7 del datasheet dei Toshiba TB6560, nei campi “Input Voltage Low” e “Input Voltage High” si legge che (per quanto li si alimenti a 5 Volt), il segnale basso può andare da -0.2 a +0.8 Volt, e il segnale alto può andare da +2.0 a +5.0 Volt. Quindi sono standard TLL e le nostre uscite da 0 a 3.3 Volt li piloteranno perfettamente, con buon margine di rumore.
Questo però vale solo per gli ingressi dei chip della Toshiba. Ma potrebbe non essere valido per piastre di attuazione progettate male. Alcuni progetti, come ad esempio i driver “Cobra”, interpongono integrati CMOS che peggiorano la tolleranza ai disturbi e richiedono almeno 3.5 Volt per scattare. Alcuni progettisti pensano che con maggiore complicazione e più componenti si possa ottenere maggiore robustezza. In realtà è vero il contrario, per massimizzare la affidabilità ci vogliono i componenti giusti e non uno di più.
Dovresti quindi controllare attentamente lo schema dei tuoi controller, eventualmente inviaci gli schemi e i data sheet e te li controlleremo noi.
Per spedire i file puoi usare l’indirizzo engineering@theremino.com.
Si in effetti intendevo i TB6560…..ho sbagliato a scrivere. Non li ho ancora acquistati, perché sono indeciso…ce ne sono di vari prezzi..da 7 euro fino a 30 e nonostante tutti montino come chip il TB6560 non riesco a trovare differenze sostanziali che possano incidere sul funzionamento. E trovare il datasheet non mi é facile.
Grazie dell aiuto intanto.
Per il momento sono ancora alla parte meccanica della cnc e procedo con molta calma causa impegni.
I driver possono rompersi per varie cause. Basta ad esempio che uno dei fili del motore non sia ben collegato e si scolleghi durante il funzionamento. Oppure che “scappi” il cacciavite mentre si regola la corrente. Oppure a causa di un componente difettoso o di una saldatura imperfetta.
Per cui ti consiglio di scartare i controller che montano i chip per tutti gli assi su una unica scheda. Se si brucia un integrato si butta via tutto, e non solo perderesti 50 o 100 Euro in un colpo solo, ma resteresti anche con la macchina ferma, fino all’arrivo della nuova scheda.
Il consiglio nostro è invece di comprare 4 driver (3 assi più uno di scorta per soli 6 euro) qui:
http://www.ebay.it/itm/301737945964
E di non saldarli ma di collegarli con i cavetti Dupont femmina femmina:
http://www.thereminoshop.com/product/cable-ff/
In questo modo se si romperà un driver lo potrai cambiare in cinque minuti spendendo 1.5 Euro.
Tutti i driver scaldano molto, anche i TB6560.
Per farli lavorare meglio è consigliabile posizionarli affiancati e soffiare aria dall’alto con una singola ventola. Una ventola di circa 50 mm è sufficiente a raffreddarne quattro e abbassa la temperatura moltissimo, meglio di qualunque dissipatore. E’ anche importante ricordare (come abbiamo ripetutamente scritto) che i motori non vanno fatti lavorare alla corrente di targa ma a circa un quarto di essa. La corrente di targa è la massima corrente oltre la quale si danneggiano e non si deve lavorare così al limite. Con corrente di 250 o 500 mA massimi si evita di far scottare i motori e di sforzare i driver inutilmente.
Ciao Livio, ho guardato i driver che mi hai proposto (pololu), ma non capisco come si possa impostare i micropassi, es. 1/4. 1/8. 1/16. Non vedo switch o ponticelli da fare.
Tutti i driver di quella razza hanno due file di connettori da 8 pin l’una.
E sono tutti disposti nello stesso modo.
In internet ci sono mille schemi per collegarli.
Ad esempio potresti andare da Pololu che spiega tutto su questa pagina:
https://www.pololu.com/product/1182
I pin che determinano i microstep sono il secondo terzo e quarto, chiamati MS1, Ms2 e MS3
Buongiorno Livio ,
Ho installato Theremino Cnc su un piccolo Aspire One (display 10.1 ” risoluzione 1024×600 ) per comodità e per avere un netbook comodo da spostare ma purtroppo ho visto che la finestradel Cnc non si ridimensiona in modo da poter visualizzare tutti i comandi viene tagliata la parte bassa dai pulsanti Pause-Rewind in giù ed anche lateralmente viene tagliata dal pulsante “IN OUT enable “.
Altre risoluzioni per display oltre alla 800×600 e 640×480 su questi dispositivi non ce ne sono ma con queste impostazioni la finestra del Cnc risulta sempre tagliata e non utilizzabile con tutte le funzioni . C’è un modo per adattare Theremino Cnc a questi dispositivi per poter essere utililizzato ?
Già che ci sono ti chiedo un’altra cosa , nell’Hall , nella finestra di informazioni (Type -ID-Subtype-Dir-Slot-Value-Notes ) non riesco a scrivere nella cella Notes , è una cella riservata per vostre note ? Volevo utilizzarla per mettere descrizione ed utilizzo pin hardware per avere un promemoria veloce a cosa era collegato il pin , quando si collega un Master con più Slave o si ha a portata di mano un foglio con scritti i vari ingressi uscite a cosa sono collegati o si può andare in confusione , se si potesse scrivere nelle note a cosa è associato il pin non sarebbe male ed immediato .
Rinnovo i complimenti per il lavoro fatto e che state facendo scoprendo sempre nuove funzionalità del sistema .
Ho provato ora a stringere la finestra del Theremino CNC V4.0, prendendola dall’angolo in basso a destra.
La dimensione minima orizzontale è 840 pixel e quella verticale è 520 pixel. Ambedue le dimensioni sono ampiamente inferiori al 1024 x 768.
La risoluzione 800 x 600 e minori non vanno proprio bene, come hai scritto giustamente, ma la 1024 x 768 DEVE funzionare.
Il problema probabilmente è dovuto al fatto che le proprietà di dimensione dei caratteri (DPI) sono state modificate per vedere più grande e che nei vecchi sistemi operativi Windows questa proprietà veniva gestita male pasticciando sulle dimensioni del testo (invece Windows 10 ha una vera virtualizzazione dei ridimensionamenti fatta in hardware).
Prova ad andare sullo schermo, tasto destro, proprietà. Cerca la dimensione del testo (DPI) e rimettila al default (100%) e vedrai che va tutto a posto.
Con i nuovi tablet (da 10 pollici con Windows 10) che tra breve si potranno acquistare su thereminoshop per prezzi molto economici, queste cose non succedono.
Se non riesci a sistemarlo potrei tentare io attraverso TeamViewer, sempre che il tablet possa essere connesso a internet. In tal caso scrivimi a engineering@theremino.com e ci metteremo d’accordo, o magari ci telefoniamo e cerco di guidarti per le proprietà dello schermo.
Il campo “Notes” del Theremino HAL (Hardware Abstraction Layer)
————————————————————————————-
Questa colonna deve essere lasciata vuota per lasciar posto ai messaggi relativi agli errori di configurazione.
Capisco che all’inizio trovi un po’ complesso l’uso dei Pin e degli Slot, ma vedrai che tra breve tempo ti saranno così familiari da non sentire più la necessità di commentarli.
Consigli per l’HAL
——————————————————————————————
Dopo aver regolato l’HAL, lo si minimizza e non lo si apre praticamente mai.
Meglio tenerlo minimizzato che consuma meno CPU
Meglio non tenere aperto il suo oscilloscopio.
Se ti serve tenere sotto controllo le configurazioni dei pin, vicino a ThereminoHAL.exe c’è un file che si chiama “Theremino_HAL_ConfigDatabase.txt”, copialo in un posto sicuro, magari stampalo e usalo per i tuoi commenti.
Come sempre grazie delle tue pronte risposte e disponibilità , ho controllato e unica risoluzione possibile è 1024 x 600 (oltre le altre due inferiori ), riducendo da angolo destro , la finestra riduce proporzioni ma taglia sempre nei soliti punti , peccato , se fosse stato possibile era comodo perchè piccolino .
Solo per conoscenza per altri il netbook è un Acer Aspire One D260 , sistema operativo Windows 7 Starter 32 bit .
Ok , per campo “Notes” non ho mai visualizzato nessun messaggio di errore e per questo non mi spiegavo l’eventuale utilizzo .Grazie per gli altri consigli e per tutto
Hai provato a cambiare le proprietà dello schermo (DPI caratteri)?
Stai usando l’ultima versione di Theremino CNC (4.0)?
Sapere che è un Acer non aiuta, dovremmo comprarne uno per provare ma non possiamo. Se hai molto tempo e puoi usare TeamViewer posso aggiustartelo da lontano. Deve funzionare!
Ciao Livio , ti confermo che sto usando Theremino Cnc 4.0 , ti confermo che ho provato a cambiare DPI ma erano già a 100 (piccolo)e le ho rimesse come tali .
Non ti avevo indicato modello per chiederti di acquistarne uno ,ci mancherebbe, ma solo per segnalare il problema su questo modello nel caso qualcun altro voglia provare . Ti ringrazio tantissimo per disponibilità , ora vedo di installare TeamViewer e come installato ti faccio sapere , quando e come vuoi senza nessun impegno se vuoi darci un’occhiata più che disponibile . Tra laltro è bello pulito perchè riportato alle condizioni di fabbrica proprio perchè volevo utilizzarlo esclusivamente per le varie applicazioni theremino . Se non si dovesse risolvere nessun problema , con tutti altri notebook su cui l’ho installato e provato (Xp ,Win7 , Win8 , Win8.1 ) mai avuto problemi .
Perfetto!
Se mi darai abbastanza tempo con Team Viewer potrò anche aprire i sorgenti in Debug e (se necessario) anche modificare la applicazione per farla funzionare su quel particolare PC.
Sarebbe utile anche poter parlare per telefono o con Skype. So che Team Viewer ha anche l’audio ma non l’ho mai provato.
Ti ringrazio anche di aver postato tutti i messaggi nel blog. In questo modo gli altri utenti possono vedere come comportarsi in casi simili.
A presto (zero centoventicinque 5 7 2 9 zero)
Grazie come sempre per tua disponibilità , possiamo usare skype (robyrce) per parlare e per scambio dati – mio ID TeamV su netbook incriminato (175 898 727) .
Ciao Livio sono rientrato ora ed ho visto tua mail , so che è tardi ma se leggi il messaggio ti invio adesso su skype i dati per connessione . altrimenti domani mattina accendo pc e ti invio dati , puoi fare tutte le prove che vuoi .
Grazie ancora per tua cortesia e disponibilità
Ecco fatto!
La nuove versione di Theremino CNC (4.1), con le tue correzioni (e altri piccoli miglioramenti sulla dimensione minima della finestra) è disponibile per il download qui:
https://www.theremino.com/downloads/automation#cnc
Resoconto di eperienza con sistema Theremino e Theremino Cnc.
Dopo aver smontato completamente un Laser CO2 per taglio ed in incisione perché parecchio limitato dal proprio software e hardware ho deciso di “Thereminizzarlo”. Utilizzando un master ed uno Slave, in accoppiata al software Theremino Cnc ora il laser funziona finalmente come volevo, posso utilizzare vari software Cad per la creazione dei progetti e riesco a gestire tutto l’hardware con la possibilità di eventuali espansioni se necessarie.
Il sistema funziona subito senza problemi, grazie all’immenso lavoro fatto dagli sviluppatori, che non hanno tralasciato particolari, tutto quello che può servire c’è e se servono particolari accorgimenti con poche interfacce esterne (quasi tutte sono già presenti sul sito, basta adattarle) si può collegare di tutto. Considerando che Theremino Cnc è una piattaforma non dedicata ad un singolo tipo di macchina Cnc (Laser, stampanti 3D, Pantografi ecc.) non si potrebbe chiedere di meglio.
La realizzazione di tutto questo è stata possibile anche grazie al fantastico supporto degli sviluppatori che sono sempre disponibili con consigli, spiegazioni e modifiche.
Da non sottovalutare l’aspetto economico, tutti i software sono free e forniti con sorgenti, l’hardware pur avendo enormi possibilità è stato ridotto al minimo contenendo i costi, un grande progetto ad un piccolo costo.
Grazie ancora a tutto il team di Theremino.
ciao Livio, ti ho scritto una mail con allegati uno screenshot e un file di testo con l errore che mi da quando avvio thereminocnc dal netbook 10 pollici.
grazie
Ti abbiamo risposto per mail. Copiamo la risposta qui per informare anche gli altri.
Sintomo
————————————————————-
Errore di Theremino CNC alla partenza, invece Theremino HAL si avvia normalmente.
Cura
————————————————————
Probabilmente non hai installato il DirectX che si scarica dalla nostra pagina ma un’altra versione on line che non contiene tutto.
Oppure hai lanciato il DirectX e hai seguito solo la prima parte (decompressione dei file)
Dopo questa prima parte si deve anche individuare la cartella dove sono stati decompressi i file e lanciare il “Setup” vero e proprio.
Attenzione inoltre che se hai i Master della ultima versione (con 12 pin) allora potresti non vedere i 12 pin ma una pagina bianca. In tal caso potresti scaricare l’ultimo HAL e sostituire la intera cartella HAL. Oppure scaricare nuovamente tutto il CNC 4.1 (ieri abbiamo sostituito l’HAL nello ZIP di Theremino CNC V4.1)
DirectX
———————————————————-
L’installazione di DirectX è molto strana e spesso inganna, si pensa di averla fatta ma si dimentica sempre la seconda parte. Consigliamo di seguire attentamente le istruzioni di questa pagina:
https://www.theremino.com/downloads/notes-on-software
TeamViewer
———————————————————————————-
Se non riesci installa TeamViewer e poi chiamaci allo 0125 57290
Ciao Livio, rispondo quì per conoscenza di tutti, ho reinstallato sia le Directx che il framework 3.5 scaricati dal link del sito theremino. Prima però ho disinstallato la prima installazione del framework.
Può essere che la prima volta abbia scaricato le Directx dal sito microsoft, non ne sono sicuro.
Comunque ora il theremino cnc si avvia finalmente, e anche HAL e va bene cosi.
Grazie 1000 del supporto.
Pietro ci ha chiesto informazioni per un termostato.
Cogliamo l’occasione per parlare in generale di interazioni con sensori e attuatori.
…un termostato che mi controlli la temperatura e attivi degli attuatori…
——————————————————————————————————-
Per il termostato si tratta solo di capire dove misurare la temperatura e con quali sensori. Poi dovresti usare le tabelle di linearizzazione e regolare il guadagno in modo da stabilizzare il sistema di retroazione. E infine regolare la potenza del riscaldatore con una uscita Pwm. Le pagine 61, 62 e 63 dell’Help di Theremino CNC, spiegano come usare i sensori e la retroazione.
Però se usi DevFoam (applicazione specifica per il polistirolo prodotta da DevCad – N.D.R.) allora credo che dovrai chiedere che vengano implementate le funzioni che ti servono. Da quel che ho visto nelle pagine di configurazione non credo che ti lascerà mischiare i suoi Slot con altre applicazione del sistema Theremino e con gli Slot di altri Master, mentre sta funzionando. E quindi dovrai riuscire a fare tutto con sue funzioni.
Modularità o applicazioni specifiche?
——————————————————————————————————-
Effettivamente la modularità totale (sistema Theremino) è più difficile da usare e da capire di una applicazione “ad hoc” (ad esempio DevFoam per il taglio del polistirolo).
Una applicazione specifica facilita l’uso degli Slot, ma come contropartita li nasconde e quindi rende più difficile proseguire nell’apprendimento delle tecniche di interazione.
Invece usando il sistema Theremino in modo nativo, col tempo i suoi metodi diventano familiari e fare variazioni ed esperimenti diventa facile, senza chiedere (e sperare) che vengano implementate. Col tempo si impara anche a fare piccoli programmi, con Theremino Script o con Theremino Automation, per integrare nella macchina ogni genere di sensore e attuatore.
La modularità del sistema Theremino e la non specificità di Theremino CNC, permettono di creare macchine “combinate”, cioè di usare gli stessi motori e le stesse guide anche per applicazioni diverse, ad esempio stampare la plastica o incidere con il laser: https://www.theremino.com/hardware/adapters#laser
O anche inventare le più strambe e incredibili interazioni:
– usare tasti capacitivi: https://www.theremino.com/introduction/systems#interfaces
– o sensori piezo: https://www.theremino.com/hardware/inputs/piezoelectric-sensors
– o i movimenti di una mano: https://www.theremino.com/hardware/devices#capsensor
– o i suoni: https://www.theremino.com/downloads/multimedia#audioinput
– oppure centrare coordinate con le WebCam: https://www.theremino.com/downloads/automation#pointfollower
– o controllare la presenza o la posizione di pezzi meccanici: https://www.theremino.com/downloads/automation#videoinspector
– e usare non solo gli stepper ma anche i servo per alcuni movimenti: https://www.theremino.com/hardware/outputs/motors#servo
Ci fermiamo qui, anche se la lista potrebbe diventare lunghissima (potenziometri, encoders, slider capacitivi, resistori che misurano la pressione, sensori di luce, di vibrazioni, di liquido nei tubi…)
Una applicazione specifica non può prevedere tutto, il sistema Theremino può farlo, e se manca qualcosa è facile aggiungerlo.
Un Augurio di un Buon Natale e felice Anno Nuovo a tutto lo Staff di Theremino ( Livio , Leonardo , Roberto , Alessio , Lodovico ,Marco , Ennio , Massimo e Paolo ) ed a tutti gli appassionati ed utenti che seguono questo “fantastico” progetto .
Buone Festività a tutti
Hello
Please help
I do not understand how to connect limit switches to Theremino for CNC
Which pins? Do I need to modify Firmware? Do I need a slave?
Many thanks
Richard
Which pins?
The SLOTS are listed in the Theremino CNC documentation (page 41).
PINS and SLOTS are not the same thing.
Pins are the physical connectors (1 to 12 on the Master)
Slots are software addresses (from 0 to 999), like mail boxes.
Each Pin can be assigned to a Slot.
And each Pin must be configured as needed (DigIn, Stepper or so on…).
Do all the Pin assignements and configurations in the HAL application.
Do I need to modify Firmware?
No, all the pin configurations are in the HAL application.
Do I need a slave?
No, normally the 12 pins provided by a single Master are enough.
Eventually use another Master, not a Slave, that is less reliable, because of the serial connection.
Livio:
Thank you for your help.
I have made changes to HAL according to Theremino CNC V4 instructions page 44
here is a screenshot of the configuration: https://www.dropbox.com/s/yrys7gini55z2za/Screenshot%202016-04-30%2009.49.47.png?dl=0
pin 7 slot 18 limit switch
pin9 slot 19 emergency
At the beginning, when I applied voltage to pin 7, CNC stopped, limit switches notice.
now nothing happens, even though pin 7 in HAL goes from 0 to 1000 with voltage applied.
pin 9 with applied voltage never did anything
do you have advice?
The reference page for Pins and Slots is page 41, not 44.
Page 44 is only an explaination, for the electrical connections.
In the precedent message I wrote to read at page 41.
– Limit is not Slot 18, but it is Slot 32
– Emetgency is not Slot 19, but it is Slot 31
Please read carefully the file Theremino_CNC_Help at page 41.
Slots assignements are changed two times in the last year.
Maybe you are using old documentation files?
Please download always the last Theremino_CNC version and use the included documentation.
Livio:
Thank you I now understand
I have it working OK
salve vorrei chiedere una cosa. sto comprando ora una piccola proxxon dato che non ho strumenti per farmi una buona cnc fatta in casa senza spenderci un capitale quindi ho optato anche per un kit di conversione. il kit comprende anche una scheda cobraLPT con collegamento in parallelo e volevo sapere se con il theremino adapter potevo usarla direttamente con theremino cnc oppure se in caso dovevo prendere l’altra versione più costosa che però è scritto sia compatibile. grazie in anticipo.
Una CobraLPT più un modulo Master ti costano 70 euro e questa accoppiata è molto meglio della Cobra USB, che costa 100 euro.
Perché meglio?
Perché una cobra più un Master sono più modulari quindi:
– Se si rompe un pezzo lo sostituisci con minore spesa
– Il Master ti da più ingressi e uscite aggiuntivi della Cobra USB
– La Cobra USB ha un solo collegamento fotoaccoppiato e questo non ha senso (o tutti o niente)
– Con Master e driver separati puoi sempre, in futuro, interporre un gruppo di fotoaccoppiatori, per isolare COMPLETAMENTE la macchina dalla logica.
Ma anche una Cobra LPT non va molto bene, perché ha i driver saldati sulla piastra e non sostituibili. Inoltre i driver sono senza dissipatori e il contenitore basso non ha abbastanza posto per una ventola. Per cui appena ti parte un driver butti via tutto (60 o 100 Euro a seconda del modello), mentre con driver modulari spenderesti solo 3 Euro.
I driver si possono bruciare per molti motivi, o perché scaldano troppo a lungo. O perché uno dei collegamenti del motore si scollega per un istante. O per un corto circuito momentaneo (basta un attimo). O perché ti scappa il cacciavite mentre regoli il loro trimmer della corrente (a me è successo proprio questo e il driver è ESPLOSO). O infine per normale difettosità casuale dei componenti. Se il driver costa 3 Euro e si sostituisce in 10 secondi non soffri, ma se devi buttare una Cobra e ci metti una settimana ad averne un altra è tutta un’altra cosa.
Quindi ti consiglierei una soluzione migliore.
Visto che sommando tutto vai a circa 600 Euro, non sarebbe meglio spendere più o meno la stessa cifra ma farti una vera fresa?
La fresa la puoi prendere da CreoStamp, che in catalogo ha la TECNOCNC 300 a circa 700 Euro. Ma se gli scrivi e te ne fai fare una più piccola (che è sempre molto più grande di una Proxxon) potresti scendere anche intorno ai 500 Euro.
http://www.cnc-creostamp.com/categorie-65/Meccaniche-per-cnc-hobbisti.aspx
Oppure (ma lavorando molto di più sia per acquistare i componenti che per montarli) potresti comprare i componenti separati su eBay e spendere intorno ai 400 Euro.
Poi prendi semplicemente un Master, più quattro drivers (uno di scorta) e una scheda di supporto CncShield V3, per un totale di circa 20 Euro. Come spiegato qui:
https://www.theremino.com/hardware/outputs/motors#drivers
E infine compri su eBay tre motori stepper Nema 23 e un alimentatore da 24 Volt, per un totale dai 50 agli 80 Euro a seconda dei motori che prendi.
Risultato: circa 600 Euro, ma hai una fresa che è una vera fresa.
– Tutto modulare e quindi espandibile.
– Controller sostituibili con 3 Euro l’uno (mentre con le cobra al primo difetto butti via tutto).
– Possibilità di aggiungere in futuro una piastrina con cinque fotoaccoppiatori e isolare completamente la logica dalla macchina.
– Una meccanica vera, rigidissima, che ti permette di lavorare preciso e veloce.
– Niente “lardoni” che si ingallonano, facendoti perdere passi, oppure troppo lenti.
Sulla Proxxon i lardoni sono una pena, non vanno mai bene, o sono molli o si inchiodano. Inoltre le viti di regolazione sono in posizione scomoda e la polvere di fresatura finisce dritta dritta sulle guide a coda di rondine e ti fa inchiodare il carrello e perdere passi.
ho vinto 1000 euro al gratta e vinci! posso andare più in la con i prezzi e guardando in giro ho trovato questo http://www.dmitaliasrl.com/it/Scheda_prodotto/tornio-fresatrice-master-400-3l-base.php dici che possa essere convertito a fresa cnc e tornio cnc con un theremino?
Questo è un tornio fresa, tutto un altro mondo, praticamente impossibile usarlo come fresa CNC. Non avendo gli attacchi per i motori stepper la trasformazione potrebbe essere difficilissima. Probabilmente ha anche i volantini troppo duri per i normali motori stepper. Inoltre è fatto per lavorazioni grossolane e non ha sicuramente la precisione delle vere frese CNC. E infine ha i lardoni (guide a coda di rondine) che si ingallonano facilmente, si sporcano e sono sempre da regolare. E’ un macchinone fatto per lavorare a mano, ma non adatto per una CNC.
Le vere frese CNC non hanno lardoni, ma barre in acciaio indurito, con cuscinetti a ricircolo di sfere.
Ascolta me, visto che hai abbastanza soldi, compra una buona meccanica da Creostamp:
http://www.cnc-creostamp.com/categorie-65/Meccaniche-per-cnc-hobbisti.aspx
Magari spendi un po’ di più e fatti montare anche tre motori stepper potenti e veloci. E, se ci stai con i soldi, anche un motore del mandrino abbastanza potente (così non dovrai adattargli tu stesso un Dremel, che andrebbe bene anche lui, ma solo per metalli morbidi e sarebbe difficile da montare)
Creostamp fa macchine progettate per il CNC, estremamente ben costruite, in duralluminio molto spesso, lavorato con precisione e perfettamente in squadra. Quando conoscerai meglio il mondo CNC vedrai che ti ho consigliato bene.
alla fine prendo da creostamp una 90*55 con viti a ricircolo e pattini. intanto che arriva mi studio bene il theremino cnc e provo i movimenti in virtuale poi ti farò sapere come mi trovo
Ti ricordo che ci vorranno anche:
– Tre motori stepper nema 23
– Tre driver (meglio quattro o cinque, tanto costano pochissimo, pochi euro su thereminoshop)
https://www.theremino.com/hardware/outputs/motors#drivers
– Una CncShieldV3 (pochi euro su thereminoshop) https://www.theremino.com/hardware/outputs/motors#driverboard
– Un alimentatore da 24 Volt / 10 o 20 Ampere (lo trovi per poco su eBay)
– Il motore del mandrino (chiedi a Creostamp quale prendere)
– Un Theremino Master (10 Euro su thereminoshop)
– Cavetti Dupont per i collegamenti
– Cavi per collegare i motori, attrezzi e probabilmente anche un saldatore. E se non hai esperienza anche qualcuno che sappia fare i collegamenti.
– Qualche utensile (frese) per le prime prove
– Tanta pazienza per un lungo periodo durante il quale otterrai risultati miseri e romperai molte punte (dopo diventa tutto facile ma all’inizio si soffre)
– Imparare a usare un Cad-Cam per fare i Gcode.
– Familiarizzarti con i Gcode
Tra tutte queste difficoltà usare Theremino CNC è proprio la parte più facile. Non so bene che tipo di lavorazioni vorrai fare, ma in tutti i casi dovrai creare i Gcode è imparare a usare i CAD e CAM è piuttosto difficile.
Matteo ci ha scritto:
…è come se i piedini 7 e 8 non funzionassero. Non è che sia saltata qualche uscita del Pic?. Come posso verificare, eventualmente?. E se dovesse servirmi un nuovo Pic programmato, dove posso rivolgermi?
Risposta:
Se davvero non funzionano più i pin 7 e 8, che sono proprio quelli cui hai collegato i fili dei finecorsa e dell’emergenza, allora ci sono altissime probabilità che abbiano ricevuto forti extratensioni in arrivo dalla macchina CNC.
Anche in questo caso non ti devi preoccupare, stabilisci solo che siano realmente bruciati e ti verrà sostituito il Master senza problemi. Il PIC si sostituisce il dieci secondi e costa 3 euro e, dato che è il primo a bruciarsi, su migliaia che sono in giro, ci piacerebbe vederlo e ti verrà sostituito gratis da thereminoshop.
Forse, per evitare di aspettare troppo per la posta avanti e indietro, potresti comprare un secondo Master, che ti arriverà in un giorno o due al massimo e poi spedire con calma quello da riparare, che userai in seguito per altri progetti.
Essenziale però, prima di bruciare altri ingressi, capire come si danneggiano.
Forse colleghi i fili agli ingressi con l’alimentatore dei driver collegato al 220 e acceso?
Forse colleghi il negativo dell’alimentatore anche alla carcassa della fresa e quando colleghi la sua spina al 220 fa degli scintilloni?
In tutti i casi i resistori indicati a pagina 45 del manuale di Theremino CNC, su ognuno dei due ingressi, eliminerebbero completamente questi pericoli (ricordarsi di cambiare gli ingressi in DigIn – senza pull-up)
Un resistore da 330k in serie al segnale non elimina le eventuali extra tensioni, ma anche durante eventi fortissimi, da migliaia di volt, limiterebbe la massima corrente a pochi milli ampere. Così i diodi di protezione interni al PIC potrebbero sopravvivere e limitare la tensione a pochi volt, che sono del tutto sicuri.
Salve.
Forse non è questo il posto giusto per chiedere un aiuto se è cosi chiedo scusa.
Ho acquistato un master Theramino per passare al USB la mia fresa cnc auto costruita, dopo aver Messo a punto tutto e provato sembrava che andava tutto a gonfie vele, ma poi quanto ho provato a fresare un piccolo pcb la rovinato tutto.
Facendo delle prove con gli assi avanti e indietro ho notato che gli assi non scorrono lisci ma con dei piccoli singhiozzi lungo la corsa provocando delle vibrazioni alla macchina, anche modificando i parametri di velocità di risposta e accelerazione il problema rimane sempre.
I miei driver sono dei 4 ampere con un 297 e 2 6203 e chiedono 5 volt per gli step e dir mentre ho letto che i segnali del Theramino sono di 3.3 volt potrebbe essere questo il problema? Grazie.
Saluti Carmine Pagnotti
Ciao, questa pagina del blog va benissimo.
Ci dispiace che hai avuto delle difficoltà ma sono cose che all’inizio capitano sempre. Diventare abili “macchinisti” richiede tempo. E’ normale che le prime fresature si concludano con grosse delusioni. Quando ho iniziato io, circa nel 2010, ho impiegato mesi per imparare tutti i trucchi, ho rovinato molti PCB e rotto molti utensili. Una volta ho anche bucato la tavola. Poi si impara e diventa tutto facile.
Prima di fresare qualcosa, per evitare di fare disastri si devono fare molte prove. Individuare le massima velocità di lavoro e di spostamento sicure (feed e rapid). E regolare nell’HAL queste due velocità e gli step per millimetri (e quindi anche i microstep nei driver).
Le prove si fanno a vuoto, senza utensile e tenendo l’asse zeta alto per non toccare nulla. Si muovono gli assi con le frecce e si incrementano gradualmente le velocità massime e la accelerazione (nell HAL) fino a che il motore sgrana (fa wiiii e mette di muoversi).
Poi si riducono questi valori di un 30% in modo da essere ben sicuri che durante la lavorazione non si abbiano mai perdite di passi.
Le velocità vanno impostate in Theremino CNC, nei GCode e anche nellHAL. Le velocità nell’HAL non devono essere troppo esagerate. Normalmente solo un po’ maggiori della massima velocità che si userà nei GCode e quindi in Theremino CNC.
Le velocità impostate nel Theremino CNC non devono essere mai maggiori della massima velocità che si impsta nell’HAL, altrimenti i motori “restano indietro”, fanno percorsi strani e continuano a muoversi anche dopo averli fermati dal CNC, fino a che non arrivano alla destinazione.
Se va a singhiozzi, o che perde passi o che hai impostato troppa velocità e accelerazione nell’HAL o che non hai impostato i microstep, o che la meccanica ha degli attriti in alcuni punti.
Un rumore brutto e a singhiozzi potrebbe anche essere semplicemente provocato da parti meccaniche non ben fissate. Di solito si tratta solo di brutti rumori da sentire, ma che non rovinano la lavorazione. Però avere brutte vibrazioni e forti rumori potrebbe anche provocare difetti sul pezzo, saltellamenti e nei casi peggiori, anche perdite di passi.
Il problema è che il motore, rigidamente collegato a una grande massa vibrante, subisce dei contraccolpi che possono farlo sgranare e costringono a ridurre MaxSpeed per evitarlo. Le buone macchina hanno quindi sempre una breve cinghia dentata in gomma, oppure giunti elastici, per disaccoppiare i motori stepper dalla maccanica. Anche semplici tubetti di gomma possono fare miracoli.
Molto importante usare almeno 8 microstep, di solito 8 o 16 microstep vanno bene.
La corrente ai motori non va tenuta assolutamente al massimo, se sono motori da 4 Ampere probabilmente la corrente migliore (per ottenere la massima velocità senza sgranare) è intorno a un ampere o anche meno.
Il 3.3 Volt dovrebbe andare bene per tutti i driver, anche se non dichiarano esplicitamente la tensione minima. Abbiamo provato molti driver commerciali e finora andavano tutti bene.
Questi consigli, e anche altri, sono nelle istruzioni di Theremino CNC, che si scaricano insieme alla applicazione.
Innanzitutto grazie per la velocissima risposta.
Di sicuro non sono stato capace di spiegare bene il problema che ho sulla mia cnc, la macchina io lo costruita un paio di anni fà e la uso con una interfaccia parallela e mach3 ed il tutto funziona meravigliosamente bene anche perchè è stata costruita con cuscinetti lineari vite a ricircolo e cinghie e pulege dentate, con questa macchina ho realizzato un sacco di bei lavori e tanti pcb precisi e anche perfetti nella foratura.
il problema è sorto al passaggio dalla parallela al USB usando il vostro master con i miei driver,di sicuro sono i miei driver che non sono adatti e causano quel problema perche ho provato prima con dei drv8825 ed andava benissimo solo che essendo la macchina un po grandicella e i driver un po piccoli l’asse z non riesce sempre ad andare su e ho dovuto rinunciarci.
Tornando al problema non è che la macchina va a salti,bisogna fare molto attenzione per sentire il rumore del motore oscillante e poi mettendo la mano sulla spalla del ponte si avverte una lieve vibrazione che scompare con velocità lentissima, in quanto ai miei driver non possono andare oltre il mezzo passo ed e possibile che sia questa la causa.
Sto costruendo dei TB6600 che sono a micro passo appena completati proverò con quelli. Grazie ancora per la risposta e disponibilità.
Saluti Carmine
OK, ora il problema è più comprensibile, il nostro Master non riesce ad andare a meno di 240 step per secondo, quindi con pochi microstep (uno o due) si sente sicuramente qualche vibrazione. Non dovrebbe però fare disastri o rovinare il pezzo, solo saltellare e vibrare un po’ troppo. Credo che diminuendo la MaxAcc nell’HAL la situazione potrebbe migliorare leggermente. Ma la cura vera sarà cambiare i driver e impostare 8 o 16 microstep.
Alzare i Microstep è sempre un bene, puoi alzarli anche a 32 o 64 o anche di più se ci stai nei 65000 Hz massimi. Puoi vedere la frequenza in Hz nelle proprietà del Pin nella finestra dell’oscilloscopio. Se alzi troppo la Max Speed e superi la frequenza massima e ultime versioni di HAL mostrano l’errore cambiando colore alle linee MaxSpeed e StepPerMM.
Forse è anche possibile che quei driver funzionino male con 3.3 Volt, in tal caso potresti interporre dei foto-accoppiatori. Questo aiuterebbe anche a separare la logica dalla potenza e eliminerebbe ogni disturbo elettrico. Anche senza foto-accoppiatori non ci sono pericoli per i componenti elettronici, ma esiste sempre il rischio che un disturbo faccia saltare la comunicazione USB o che faccia inchiodare il PC, nei casi peggiori.
Auguroni, se ti serve altro scrivi qui o scrivici direttamente a: engineering@theremino.com
o chiamaci in laboratorio, allo 0125 57290, dalle 09 alle 19, anche festivi.
Grazie per mettere a disposizione di tutti le Vostre non comuni qualità tecniche.Vi disturbo perché vorrei trasformare un vecchio tornio(penso che Enrico Toti ci abbia tornito la sua gamba di legno) in CNC,credo che siate gli unici a potermi dare un consiglio disinteressato ma altamente qualificato.Ho chiesto in giro e mi hanno consigliato una cobra 2 assi usb,2 motori passo passo 1,2Nm,1 alimentatore 24 volt industriale e per far funzionare il tutto usare Theremino CNC.E’ correttamente dimensionato?Il tornio ha guide rettangolari,lardoni nuovi ed è abbastanza preciso,i motori hanno sufficiente potenza?Tenete presente che sono vecchietto(73 anni) Theremino sarà comprensibile anche per chi non è un tecnico in materia come me?Spero di aver postato nel luogo giusto!Grazie anticipatamente,Roberto
Ciao,
fosse stata una fresa CNC ti avrei detto di continuare tranquillo che, magari con il nostro aiuto, saresti arrivato sicuramente a farla funzionare bene.
Ma torni non ne abbiamo mai usati, quindi non potremo aiutarti granché. Quindi probabilmente è meglio che non usi il sistema Theremino ma soluzioni classiche (ad esempio Mach3).
Mach3 non funziona con i nostri hardware e Theremino CNC non è mai stato usato con un tornio. Molto probabilmente con i GCode giusti funzionerebbe bene ma di sicuro non farà vedere la forma del pezzo nella finestra grafica (perché la grafica attuale mostra solo gli assi lineari e non quelli rotanti)
Grazie, mi sono espresso male :il mio intento non era tanto quello di avere un CNC quanto di avere qualcosa che mi permettesse di comandare i motori passo passo della torretta portautensili e della madre vite, senza programmazioni o misure,solo movimenti orizzontali o trasversali.Comunque grazie di cuore,sto visitando il vostro sito, mi sto appassionando a tutte le meraviglie che presentate.A presto,Roberto.
In questo caso funzionerà tutto benissimo. Procedi pure e ti aiuteremo in caso di problemi.
Per muovere ti basterà usare i tasti freccia della tastiera e Theremino CNC farò il resto. Oppure, e forse anche meglio, potrai usare un “Gamepad”, come spiegato a pagina 15 delle istruzioni di Theremino CNC.
Se non lo hai già fatto, scarica Theremino CNC e provalo. Funziona anche senza hardware.
Se hai un po’ di esperienza in elettronica sarebbe meglio non usare una cobra, in modo da avere tutto modulare, facilmente sostituibile e risparmiare l’80% della spesa.
Se scegli la strada senza Cobra ti serviranno:
– Un Master
– Due driver (meglio tre – uno di scorta – tanto costano pochissimo)
– Una scheda porta driver (CncShield V3)
– Un alimentatore 24 Volt 10 Ampere (Li trovi su eBay per pochissimo)
Parte dei componenti li trovi da thereminoshop, la CncShield e l’alimentatore ora non sono nel loro catalogo ma puoi scrivere a Lello di thereminoshop se te li fanno arrivare: lblello@alice.it
In tutto spenderai poco più di 20 euro, ma dovrai collegare molti fili.
Grazie,ho scaricato Theremino sicuramente male,mi da la schermata con una immagine di un circuito stampato , muovo le frecce ma non si muove nulla mentre tutti gli altri comandi funzionano,ho provato a cambiare i vari G1 x prendendo nota dei valori iniziali e poi ripristinandoli.Domani viene mio figlio e faccio scaricare nuovamente il programma.Collegare molti fili non mi spaventa(ho montato in scatola di montaggio 2 aerei ultraleggeri,un biposto ala alta da scuola doppi comandi ed un mono posto sempre ala alta),basta che gli schemi siano comprensibili.Buonanotte,Roberto.PS i motori passo passo dove li trovo e che potenza?
Carichi Theremino CNC
Disabilti il tasto “Test low Z”
Clicchi sulla immagine
Poi usi le frecce destra e sinistra / su e giu / Pageup e PageDown
Per i motori stepper dipende da quanta forza dovranno fare, quindi da quanto demoltiplicherai.
Se non demoltiplichi nessun motore stepper può farcela. Ma se demoltiplichi troppo la velocità massima ne risente.
Solitamente dei Nema23 da 2 Ampere dovrebbero andare bene. Li puoi trovare su eBay e in futuro, ma chissà quando, anche su thereminoshop.
Ho fatto caricare da uno che lavora con i PC Theremino CNC 4-3,la cartella mi dice che sono 43 mb,apro theremino CNC e leggo 1,3 mb.Esce la schermata, clicco su test low zero(da verde diventa giallo),clicco sul circuito stampato,muovo le frecce pag giù-pag su scorrono i numeri dell’asse z,se uso le frecce di fianco alla tastiera si muovono le ordinate x-y, la pagina rimane la medesima.Non ti voglio scocciare,rispondimi quando hai tempo ,non è urgente.Grazie,intanto mi informo per i motori.Tre motori Theremino li può gestire?Ciao,buona giornata.
Mi scuso per il ritardo…
Ho scritto che il pulsante “Test low Z” deve essere “disabilitato”, quindi a riposo, quindi verde, non giallo.
—————-
Le coordinate cambiano quando si usano le frecce e se ci saranno i motori collegati seguiranno le coordinate. Non deve succedere altro.
La “pagina” (immagino che intendi il circuito stampato visibile in alto) non deve cambiare. Cambia solo se se ne carica uno diverso con “Load”
Il circuito visibile in alto è il lavoro da eseguire automaticamente ma, dato che tu vuoi solo muovere manualmente alcuni motori, tutta quella parte, cosi’ come il restante novanta per cento della applicazione, resteranno inutilizzati.
Praticamente userai solo le frecce sulla tastiera e le caselle delle coordinate.
————–
Certo che si possono controllare tre motori, il massimo di motori è cinque.
Buonasera,ho acquistato tutto l’hardware e l’alimentatore 24volt 10 ampere stabilizzato,mancano i motori passo passo,li ordino domani.Funziona o non funziona l’importante è provarci .Buonanotte Roberto
Sarebbe bene mettere a punto un piano di massima per verificare la fattibilità e trovare soluzioni per i punti critici. Soprattutto per la meccanica tra i motori e la macchina.
Telefonaci allo 0125 57290 dalle 09 alle 19, anche festivi.
Motore passo passo unipolare, form factor NEMA 23, lunghezza 54mm albero escluso. Se si pilota questo motore con un driver per motori stepper bipolari è possibile ignorare i fili giallo e bianco e utilizzare i rimanenti 4
Caratteristiche
Angolo step: 1.8°
4 fasi
Tensione nominale: 3V
Corrente nominale: 2A/Fase
Diametro albero: 1/4″ (6.4mm)
Holding Torque: 90N-cm
Form Factor NEMA 23
Lunghezza motore: 54mm albero escluso
200 step/giro
Buongiorno,sono le specifiche di un motore che ho travato qui a Roma,va bene per me?Saluti,Roberto
Sarebbe meglio usare motori bipolari (quindi con soli quattro fili), ma in fondo non cambia granché, tranne forse che nei motori unipolari c’è del lavoro in più, un po’ di rame in più e forse costano di più.
Se costa poco, diciamo meno di venti euro, per fare prove va benissimo. Altrimenti sarebbe meglio prenderlo su eBay.
PRODUCT DESCRIPTION
Stepper motors are motion systems allowing to have a high positioning precision.
With their high power already at low speed, their stall torque and the possibility to divide the steps in microsteps, stepper motors can provide direct and precise motions in a small volume.
Permanent magnet and hybrid technologies are used to provide a full range of solutions.
The absence of mechanical commutation gives to these motors a long life time which is usually given by the sleeves according to the load applied on the shaft.
ITEM SPECIFICATION
Size 57 mm
Rated Voltage 3.2 V
Current/Phase 2.8 A
Resistance/Phase 1.13 Ω
Inductance/Phase 3.6 mH
Holding Torque 480 Nm
Rotor Inertia 480 g-cm²
Weight 1 Kg
Number of Leads 4 n°
Length 76 mm
Rotor Inertia 480 g-cm²
Ho seguito il tuo consiglio e su ebay trovato questo:3 motori a 50 euro che dici?
Il peso mi sembra esagerato ma se vanno bene li ordino appena mi dai via libera. Saluti, Roberto
Le caratteristiche elettriche vanno bene e il prezzo anche, ma:
Sono davvero un po’ pesanti.
Sono dei Nema23?
Hanno la flangia davanti o dietro?
Di solito la flangia con le quattro viti è davanti, dove esce il perno e di solito le dimensioni e le posizioni dei fori sono standardizzate. Non vorrei che questi motori fossero un po’ “strambi”
So che non avrai problemi a fare adattamenti meccanici anche difficili, quindi controlla come sono fatti e poi decidi tu.
Grazie mille,spero di non disturbarti più.Saluti,Roberto
Nessun problema, chiedi sempre tutto quel che ti serve. Ma se ti servono informazioni specifiche è meglio che ci telefoni in laboratorio, 0125 57290. Così non allunghiamo il blog con informazioni troppo particolari, che difficilmente possono servire ad altri.
ciao sono sempre io. volevo sapere se avete un programma di cam da consigliarmi (meglio se gratuito in caso). io uso slic3r per la stampante 3d e ha delle impostazioni per estrusione e altre cose, esiste una versione per cnc con le impostazioni dello strumento o altro?
Mi spiace ma noi usiamo solo programmi per elettronica (PCB e simulazioni)
Non so proprio cosa consigliarti.
Ciao , personalmente potrei suggerirti Aspire della Vectric , secondo me non è troppo complicato ed abbastanza intuitivo , molte funzioni , 2D/3D , puoi scaricarne una versione demo dal sito del produttore (172 Mb) per provarlo e poi vedi tu se ti trovi bene cosa fare , come altri software si può trovare ….
Andrea ci ha scritto:
Sono alle prime armi con un delta fatto con dei servi da modellismo. Sono cosciente della loro precisione e mi accontento, per ora, tanto per capire come funziona il delta. Forse in futuro potrei metterci dei servi digitali per migliorare il tutto?
Nel mio piano costruttivo la lunghezza delle leve sembra funzionare a dovere, ma vorrei sapere come funziona il programma per metterlo a punto. Mi potete descrivere i parametri del pannello Arm Properties?
Risposta
La applicazione ThereminoArm serve solo per fare prove e studiare, le informazioni sono poche e noi non avremo tempo di ampliarla.
L’effetto della variazione dei parametri è visibile nella rappresentazione schematica della aplicazione.
Prima di costruire un delta si dovrebbero studiare i parametri migliori (quelli che permettono di ottenere la zona gialla più ampia). E anche deve provare, con la punta a varie altezze (alzando e abbassando TipZ con la rotella del mouse), per avere anche una buona corsa verticale.
===============================================
Significato dei parametri per la configurazione DELTA
===============================================
Delta 0/1/2
Rotazione dei perni dei motori (in gradi) rispetto ai valori calcolati.
Variare questi valori è come svitare le viti dei perni dei motori, ruotare le squadrette e riavvitare.
Però l’effetto è diverso in quanto i fine corsa del motore non cambiano.
Quindi è sempre necessario fare anche degli aggiustamenti meccanici.
Una volta che la meccanica è ben regolata i Delta si usano come regolazione fine.
End radius
Il raggio (in millimetri) del cerchio che passa per i perni del piastrino che si muove in basso.
Motor radius
Il raggio (in millimetri) del cerchio che passa per i perni dei motori.
Vert. arms
Lunghezza (in millimetri) dei bracci verticali (da perno a perno)
Motor arms
Lunghezza (in millimetri) dei bracci dei motori (da perno a perno)
Vert. dist
Distanza verticale (in millimetri) tra il cerchio dei perni dei motori e il piano di base.
===============================================
Precisione ottenibile con i servo
===============================================
Tutti i servo, anche quelli digitali più costosi, hanno una precisione non superiore a una parte su mille.
Questo è dovuto all’Adc interno (10 bit) e al piccolo potenziometro che usano per rilevare la posizione.
Per avere una buona precisione si dovrebbero usare Stepper, o motori in continua, demoltiplicati adeguatamente.
E si dovrebbero recuperare i giochi degli ingranaggi, misurando la posizione con encoders, dopo la demoltiplica.
Abbiamo provato anche i servo digitali più costosi e non si ottiene niente di meglio che con i TGY930 (MG930)
che sono i migliori e costano solo dieci o venti euro.
Con bracci verticali lunghi una ventina di centimetri la massima precisione ottenibile è intorno ai dieci millimetri.
E forse uno o due millimetri se si lavora senza nessun carico.
L’unico modo di migliorare la precisione è ridurre l’area di lavoro accorciando i bracci.
Inoltre in un delta la precisione degrada molto se i rapporti tra le dimensioni delle varie parti non sono ottimizzati.
Hello
I downloaded Theremino CNC Software and it looks great (Thank you for sharing). I like to built a CNC machine but with 2 motors on x axis. Is it possible to run one stepper motor as a slave of a other one?
Yes, there is also a note about this at the end of page 30 of the instructions.
You can assign the same Slot to two outputs, configured as Stepper, and send signals to two different drivers. Then you can also invert the directions indipendently, swapping Min and Max (0 and 1000 or 1000 and 0).
Or you could use a single output, wiring it to two physical drivers. This way you use a single Stepper channel of the Master.
Lac ci ha scritto chiedendo:
Il mio obiettivo sarebbe quello di costruirmi un braccio robotico:
Avete una guida semplice ed efficace per l’uso di theremino automation?
L’ideale sarebbe ( ma credo sia difficile ) poter sfruttare un simulatore ( qualcosa che simuli un braccio di un robot attraverso l’uso di theremino automation…esiste qualcosa?
Risposte:
Il simulatore (con cinematica inversa) è Theremino RobotArm:
https://www.theremino.com/downloads/automation#arm
Le istruzioni (per le applicazioni che hanno istruzioni) si trovano dentro alle cartelle delle applicazioni stesse e nelle pagine del sito, principalmente l’help dell’HAL e le pagine indicate dai link alla fine di questo messaggio.
Quindi si scaricano le applicazioni, si provano (anche senza hardware) e si leggono i file di Help, accedendovi dal menu Help, oppure aprendo i file PDF che si trovano nella cartella “Doc” della applicazione.
Le applicazioni principali sono lo SlotViewer per capire cosa sono gli Slot (provare a lanciarne due, muovere da uno e vedere sul secondo).
Poi si potrebbe lanciare Automation tenendo aperto lo SlotViewer e imparare a muovere i valori sugli Slot come si desidera.
Questo e moltissimi altri esperimenti, si possono fare senza spendere niente perché tutte le applicazioni del sistema (tranne l’HAL) funzionano al 100% anche senza moduli hardware.
Poi si potrebbe acquistare un Master e cominciare a fare amicizia con i Pin di InOut che si configurano con la applicazione HAL.
Acquistare il modulo Master (l’unico componente che serve per iniziare):
https://www.theremino.com/contacts/producers
Le prime prove con l’hardware saranno:
– Accendere/spegnere led con pin configurati come DigOut.
– Regolare la luminosità dei led con pin configurati come Pwm.
– Muovere servomotori con Pin configurati come Servo.
– Provare a leggere degli ingressi (ad esempio potenziometri) con Pin configurati come Adc16.
– Esplorare la pagina Applicazioni e provare tutte le applicazioni che interessano.
Poi a forza di provare e leggere si potrebbe anche costruire un piccolo braccio robotico non molto preciso (che dondola un po’). Stiamo provando da anni a mettere insieme qualcosa di decente ma finora tutti i progetti si sono arenati per le basse prestazioni o il troppo costo.
Fondamentalmente esistono due tipi di bracci robotici:
– Con Servo (facili da costruire ma utili solo come giocattoli, con precisione limitata).
– Con Motori Stepper (difficili meccanicamente perché si devono demoltiplicare i motori).
Per muovere i bracci robotici si possono usare:
– Theremino RobotArm (ma si deve sempre avere un GCode da seguire).
– Theremino Automation (non fa i calcoli di cinematica inversa ma si possono programmare semplici movimenti).
– Theremino Script o meglio ancora Visual Studio (anni di apprendimento).
– Max Msp o altri linguaggi simili (chi li sa usare può trovare facile, altrimenti ci vogliono anni a capirli).
Le istruzioni di base da leggere sono:
– L’help della applicazione HAL
– Tutto quello che c’è sul sito nelle pagine di download delle applicazioni
Link principali su questi argomenti:
https://www.theremino.com/downloads/foundations#hal < -- E leggere il suo file di Help https://www.theremino.com/blog/the-hal
https://www.theremino.com/downloads/foundations#slotnames
https://www.theremino.com/downloads/foundations#slotviewer
https://www.theremino.com/downloads/foundations#script
https://www.theremino.com/downloads/foundations#maxmsp
https://www.theremino.com/downloads/notes-on-software#computers
https://www.theremino.com/downloads/automation#arm
https://www.theremino.com/downloads/automation
https://www.theremino.com/downloads/automation#cnc
https://www.theremino.com/downloads/automation#imgtogcode
https://www.theremino.com/downloads/automation#imgtovectors
https://www.theremino.com/downloads/biometry
Un braccio robotico fatto con i Servo (solo un giocattolo per imparare):
https://www.theremino.com/wp-content/uploads/2012/03/RobotArm.pdf
Video sul braccio robotico giocattolo:
https://www.youtube.com/watch?v=Bh8cX5O8HFw
https://www.youtube.com/watch?v=Ng2izMS7zG4
Bracci robotici fatti con la stampante 3D
(ci vogliono mesi per costruirli e non vanno nemmeno molto bene):
https://youtu.be/fiA7eOYtaMk
https://youtu.be/Vbp9s5EG10E
Indice di tutte le applicazioni:
https://www.theremino.com/applications
Applicazioni scientifiche:
http://physicsopenlab.org/
Motori Stepper e Servo:
https://www.theremino.com/hardware/outputs/motors
Iniziare con i Led:
https://www.theremino.com/hardware/outputs/actuators#led
Leggere potenziometri:
https://www.theremino.com/hardware/inputs/sensors#pot
Video sul sistema Theremino:
https://www.youtube.com/user/ThereminoWorld/videos?view=0&flow=grid
Il modulo Master:
https://www.theremino.com/hardware/devices#master
Il blog sulla robotica:
https://www.theremino.com/blog/robotics-and-cnc
Daniele ci ha scritto
Ho bisogno di aiuto per il braccio robotico, ho acquistato un Master Dil V4 e quattro HXT900, ho collegato i motorini al master e scaricato il programma dal sito theremino, ho impostato i valori indicati sul progetto, ma muovendo i cursori col mouse i servo non girano, che cosa ho sbagliato? In questo caso non serve il modulo slave perché nel master ci sono già i connettori per i motorini, giusto?
Risposta
Il modulo Slave non serve ma dovresti avere un po’ di esperienza con il sistema Theremino e anche un po’ di familiarità con l’uso degli Slot e con la applicazione HAL. Probabilmente non hai avviato la applicazione HAL che è il cuore della comunicazione con l’hardware.
Scaricala da qui: https://www.theremino.com/downloads/foundations
Nell’HAL devi scegliere la configurazione RobotArm, oppure impostare a mano i primi quattro Pin come Servo16.
Poi l’HAL deve stare attivo per tutto il tempo che vuoi usare i motori, puoi minimizzarlo ma non chiuderlo.
Salve Livio, in passato ti avevo chiesto consigli per la parte elettronica di una cnc piccolina che stavo costruendo. Mi sono stati utili, ora ho un nuovo quesito.
La cnc è finita da tempo, ho fatto varie prove, ma quel che mi interessa è sapere quale tipo di file gcode accetta il sistema theremino cnc.
Questo per essere sicuro del postprocessore migliore da scegliere in fase di salvataggio gcode con il programma che sto usando (aspire vectric), visto che la lista dei post processori da scegliere è ampia.
grazie
Scegli il più semplice che trovi. Se ancora ci sono i G02 e G03, eliminali e poi salvalo con un tuo nome.
I codici validi sono a pagina 35 e 36, ma leggi anche le pagine 37,38 e 39. Se poi “ti scappa” qualche codice non valido non succede niente, la applicazione lo ignora e ti avverte con un messaggio quando carichi il file.
I numeri di pagina si riferiscono alla versione 4.4 di Theremino CNC, nelle versioni precedenti potrebbero essere leggermente diversi. Appena sarà pubblicata la 4.4 scaricala che ha molti miglioramenti.
Grazie, sto provando a usare i vari postprocessori, e mi sembra che quello “generico” si adatti bene alle lavorazioni con theremino cnc.
Buongiorno,
ho da poco preso il modulo Theremino e sto facendo le prime prove sulla mia fresa cnc.
Conosco discretamente Mach3 e di conseguenza il confronto è con questo programma.
Siccome uso Gcode che prevedono accensione/spegnimento elettoutensile e anche cambio utensile, vorrei poter fare questo anche con Theremino.
Per accensione e spegnimento ho inserito l’uscita su HAL e funziona, compresa anche l’utilità del ritardo dopo accensione elettroutensile.
Quello che non capisco è come fare il cambio utensile, al momento il programma lo ignora.
Per cambio utensile io vorrei un semplice arresto di lavorazione quando incontra il comando Txx, possibilità di spostare l’elettroutensile sui tre assi e di fare un azzeramento in Z manuale, ripresa della lavorazione con riaccensione dell’elettroutensile.
Attenzione, la possibilità di poter muovere i tre assi e di azzerare in Z (in modalità cambio utensile), è una funzionalità che ho trovato solo con Mach3, con Emc2 e altri programmi, non si può fare, ma è fondamentale per non dover fare singole lavorazioni quando si usano più utensili nella stessa lavorazione.
Non ci sono problemi per fare prove e sperimentazioni da parte mia.
Grazie.
Basta abilitare il tastino “Tool stop” sotto al listato del GCode e la applicazione si mette in pausa per permetterti di cambiare utensile.
Il comando GCode di cambio utensile è “M06 Txx”.
Dopo aver cambiato utensile fai click su “Pausa” o su “Start” e il processo riparte fino al prossimo cambio utensile.
Ciao,
grazie per la celere risposta.
Ho fatto subito una prima prova e sembra funzionare bene, mai avrei capito che con quel tasto si abilitava il cambio utensile, sul manuale effettivamente era scritto….
Grazie
Ferdinando
Buonasera a tutti, buonasera Livio.
A proposito di CNC, sulla pagina del sito “Motori passo passo (steppers)” viene proposto un metodo per regolare i trimmer dei driver 4988 ossia:
“METODO 1 – LENTO E SICURO: Non collegare il motore e dare tensione al driver….”
Se si utilizza una CNC SHield v.3 ritengo che bisogna dare SOLO i 5 volts e NON i 12-24 altrimenti si rischia di bruciare tutto. E’ corretto?
Grazie
I 12-24 volt vanno dati perché servono ai driver per generare il 5 volt interno e quindi alimentare il trimmer da misurare con il tester. Non vanno però collegati i motori (per non rischiare di superare la corrente per sbaglio).
Abbiamo migliorato il testo cercando di spiegarlo meglio:
https://www.theremino.com/hardware/outputs/motors#controllers
Noi consigliamo il metodo 3, con il quale si ottimizzano al meglio i motori. Naturalmente si deve fare molta attenzione, pena la bruciatura di un driver. Comunque (a differenza di alcuni piastroni commerciali con i driver saldati e insostituibili), nei nostri progetti i driver si cambiano in dieci secondi, con qualche euro di spesa. Sempre meglio quindi tenerne uno o due di scorta e lavorare tranquilli.
Grazie Livio,
sono stato tratto in dubbio da un passaggio successivo nel testo che ti cito “Prima di dare tensione TUTTO deve essere collegato in modo affidabile. Se si stacca un filo del motore, o un collegamento GND, il driver A4988 si danneggia….” ma evidentemente qui si parla di un solo filo del motore.
In ogni modo è veramente comodo poter lavorare con schede che abbiano i driver intercambiabili.
Si, effettivamente si parla di un solo filo del motore, ma soprattutto di contatti instabili. Il pericolo di extratensioni pericolose per i driver avviene nel momento in cui un filo si scollega o, peggio ancora, tocca e non tocca e scintilla, mentre il motore è collegato e alimentato.
Salve Livio, scusa ancora ma io non ho capito:
quando intendi che non si collegano i motori ok….ma il resto si collega tutto vero? (master, pc, ecc ecc) e si fa andare il theremino cnc e l’hal.
Questo perchè, alimentando solamente il driver con un alimentatore da 15 volt, controllo con il tester e mi da una misura che varia sempre e non sta mai ferma….
Grazie in anticipo
Il driver di cui misuri la tensione sul trimmer deve essere alimentato, cioè deve avere il 5 Volt. Non so se nel tuo caso è alimentato o no.
Alcuni driver (ad esempio i DRV8825) ricavano la tensione 5 Volt dalla alta tensione (12 o 24 Volt), altri driver hanno bisogno che gli arrivi dal Master. In questi casi si potrebbe togliere la alta tensione e alimentare solo dal Master e fare la misura.
La tensione che non sta mai ferma forse è piccolissima perché manca alimentazione?
O forse la alimentazione 5 Volt è a posto, ma non hai collegato il negativo del tester, magari perché hai separato le masse della logica da quelle dei driver e stai con il negativo del tester dalla parte sbagliata?
Nel tuo caso forse la alimentazione da 5 Volt arriva dal Theremino Master e quindi il Master deve essere collegato alla USB e ai driver.
Per essere proprio sicuro che ci sia il 5 Volt o studi gli schemi e i datasheet, oppure devi collegare tutto come se dovessi lavorare ma scollegare i motori prima di dare tensione.
I motori vanno sempre scollegati o collegati con alimentatore 12 (o 24 volt) spento.
Per questa misura l’HAL può anche stare spento.
——————————
Naturalmente fare approssimazioni successive della corrente scollegando e ricollegando i motori ogni volta è un procedimento terribilmente lento. Per cui consiglierei di NON misurare la corrente ma di munirsi di un cacciavite di plastica, occhialoni per vedere bene, molta luce e regolare i trimmer partendo dal minimo. E poi con tutto acceso aumentare gradatamente la corrente fino a che i motori cantano bene e fino a che si raggiunge la massima velocità possibile prima che sgranino.
Fare molta attenzione a non muovere il trimmer sotto zero o oltre la metà. Aumentare o diminuire di piccoli passi e ogni volta provare il motore con il JOG e aumentare la MaxSpeed sull’HAL e in ThereminoCNC (sempre uguali tra loro in queste prove), fino a che il motore sgrana.
Se la corrente è poca il motore sgrana più facilmente.
Se la corrente è troppa il motore sgrana più facilmente.
Se la corrente è giusta il motore ha un suono più piacevole, si ottiene la massima velocità possibile e dopo mezz’ora è caldo ma non scotta.
Grazie infinite….ora mi e’ chiaro
Buongiorno, non mi tornano alcuni comportamenti:
1) in situazione di Emergency Stop (sia con barra spazio che con slot 31) il gcode (fate la prova con il vostro file “Test – Spindle CW and CCW.txt”) continua ad essere eseguito ma la cosa ancora più strana se non pericolosa è che lo slot 13 (spindle on) resta “attivo” o quantomeno segue il gcode.
2) lo slot 23 che dovrebbe essere l’abilitazione generale della macchina non è correttamente impostato, dovrebbe essere attivo con IN/OUT enable ma lo diventa solo se premo due volte il bottone e pare che nemmeno il codice M84 sia considerato.
mi piacerebbe che se premo Emergency Stop o Stop gli slot legati all’avvio della fresa e abilitazione macchina (che io vorrei usare per attivare i driver dei motori) vengano messi a zero.
Sbaglio qualcosa (sia nell’uso che nella filosofia) ?
Grazie
Grazie di questi test.
Parte di quello che scrivi (o forse tutto se verificheremo che è possibile farlo) verrà modificato nella versione 4.6, che pubblicheremo a giorni. Appena disponibile aggiungeremo un messaggio qui.
Unica osservazione è che il pulsante di emergenza dovrebbe “fisicamente” disabilitare i motori, senza passare dal software. Fermare il software è solo un accessorio simpatico, ma non valido per la sicurezza. Considera che il nostro software, o anche l’intero sistema operativo, possono andare in crash e in tal caso chi li fermerebbe i motori?
Ottimo grazie, in effetti i miei pulsanti (funghetti) di emergenza tolgono immediatamente tensione a tutte le parti “pericolose” (lasciando acceso solo il pc) ed anche riarmandoli la tensione non viene data per via di un relè in autoritenuta. Attualmente in mach3, se premo il reset è come se premessi uno dei funghetti, ma poi ovvio non è che sia fondamentale ci sia in ThereminoCNC.
Spegnere invece l’elettromandrino con lo stop anche normale (e non solo con il codice M05) lo ritengo invece utilissimo.
Stiamo cercando di implementare tutti i tuoi suggerimenti. Abbiamo già sistemato lo Slot 23, che non veniva impostato alla accensione. Probabilmente entro qualche giorno sistemeremo anche l’emergenza (che deve fermare tutto e anche il mandrino) e il comando M84 che effettivamente sembra non agire.
Abbiamo corretto tutto o almeno si spera.
Tra qualche giorno pubblicheremo la versione 4.6 con i tuoi suggerimenti e con vari altri miglioramenti, tra cui il cursore blu del GCode che sta sempre a metà del testo e quindi lascia vedere le righe che verranno eseguite in futuro.
Se vuoi una pre-release da testare già domani, mandaci la tua mail all’indirizzo:
engineering@theremino.com
Caspita che rapidità, complimenti !!!
Aspetto che venga rilasciata la 4.6, non avrei tempo ora di usare la pre-release.
Grazie
Probabilmente la pubblicheremo domani.
Quando avrai tempo provala e poi facci sapere se è tutto a posto.
Ottimo, ci gioco nel weekend
La applicazione Theremino CNC, versione 4.6 è pubblicata:
https://www.theremino.com/downloads/automation#cnc
La versione 4.6 contiene piccole correzioni e numerosi utili miglioramenti.